Wiertła monolityczne z węglików spiekanych - DARMET
Tolerancja - wymiary metryczne:
 |
||
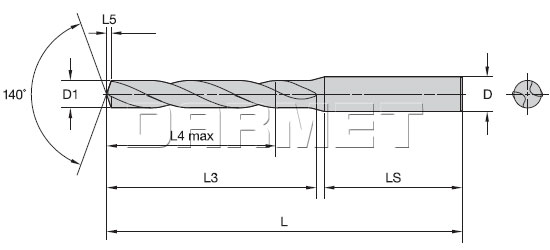
| Zakres rozmiarów nominalnych | (D1) tolerancja | (D) tolerancja h6 |
|---|---|---|
| 1 - 3 | 0,000/-0,014 (h8) | 0,000/-0,006 |
| > 3 - 6 | 0,000/-0,012 (h7) | 0,000/-0,008 |
| > 6 - 10 | 0,000/-0,015 (h7) | 0,000/-0,009 |
| > 10 - 18 | 0,000/-0,018 (h7) | 0,000/-0,011 |
| > 18 - 20 | 0,000/-0,021 (h7) | 0,000/-0,013 |
Tabela zaleceń dla wierteł monolitycznych z węglika spiekanego Ø1,0 - 6,0 mm:
| Grupa materiałowa | Prędkość skrawania - Vc | Metryczne | ||||||||
|---|---|---|---|---|---|---|---|---|---|---|
| Zakres - m/min | Zalecana wartość posuwu w zależności od średnicy | |||||||||
| min | wartość początkowa | max | 1,0 | 2,0 | 3,0 | 4,0 | 6,0 | |||
| P | 1 | 60 | 70 | 100 | mm/r | 0,04-0,09 | 0,05-0,11 | 0,06-0,13 | 0,09-0,16 | 0,11-0,22 |
| 2 | 80 | 90 | 100 | mm/r | 0,04-0,09 | 0,05-0,11 | 0,06-0,13 | 0,08-0,16 | 0,12-0,22 | |
| 3 | 50 | 70 | 90 | mm/r | 0,05-0,11 | 0,06-0,13 | 0,07-0,15 | 0,09-0,17 | 0,13-0,23 | |
| 4 | 50 | 70 | 100 | mm/r | 0,04-0,12 | 0,05-0,13 | 0,06-0,15 | 0,08-0,17 | 0,12-0,23 | |
| 6 | 30 | 40 | 60 | mm/r | 0,03-0,05 | 0,04-0,06 | 0,05-0,07 | 0,06-0,10 | 0,08-0,14 | |
| M | 1 | 20 | 30 | 40 | mm/r | 0,02-0,05 | 0,03-0,06 | 0,04-0,70 | 0,05-0,09 | 0,08-0,11 |
| 2 | 30 | 40 | 50 | mm/r | 0,02-0,06 | 0,03-0,07 | 0,04-0,08 | 0,06-0,10 | 0,08-0,12 | |
| 3 | 20 | 30 | 40 | mm/r | 0,02-0,05 | 0,03-0,06 | 0,04-0,07 | 0,06-0,09 | 0,08-0,11 | |
| K | 1 | 80 | 130 | 170 | mm/r | 0,09-0,18 | 0,10-0,20 | 0,11-0,22 | 0,12-0,24 | 0,16-0,31 |
| 2 | 90 | 110 | 120 | mm/r | 0,06-0,13 | 0,08-0,15 | 0,10-0,17 | 0,12-0,19 | 0,16-0,25 | |
| 3 | 80 | 110 | 130 | mm/r | 0,05-0,11 | 0,06-0,13 | 0,07-0,15 | 0,09-0,19 | 0,12-0,25 | |
| N | 1 | 90 | 230 | 270 | mm/r | 0,05-0,12 | 0,06-0,13 | 0,08-0,14 | 0,10-0,16 | 0,12-0,20 |
| 2 | 90 | 220 | 270 | mm/r | 0,04-0,08 | 0,06-0,12 | 0,08-0,16 | 0,10-0,20 | 0,12-0,24 | |
| 3 | 90 | 180 | 225 | mm/r | 0,10-0,13 | 0,11-0,14 | 0,12-0,14 | 0,13-0,16 | 0,14-0,20 | |
| 5 | 90 | 130 | 270 | mm/r | 0,04-0,08 | 0,06-0,12 | 0,08-0,16 | 0,10-0,20 | 0,12-0,24 | |
| S | 1 | 20 | 25 | 30 | mm/r | 0,01-0,04 | 0,02-0,05 | 0,03-0,06 | 0,04-0,08 | 0,06-0,10 |
| 2 | 10 | 20 | 30 | mm/r | 0,01-0,03 | 0,02-0,03 | 0,02-0,04 | 0,03-0,06 | 0,05-0,08 | |
| 3 | 20 | 25 | 40 | mm/r | 0,01-0,03 | 0,02-0,03 | 0,02-0,04 | 0,02-0,05 | 0,04-0,07 | |
| 4 | 20 | 25 | 50 | mm/r | 0,01-0,03 | 0,02-0,03 | 0,02-0,04 | 0,03-0,06 | 0,05-0,08 | |
Tabela zaleceń dla wierteł monolitycznych z węglika spiekanego Ø8,0 - 20,0 mm:
| Grupa materiałowa | Prędkość skrawania - Vc | Metryczne | ||||||||
|---|---|---|---|---|---|---|---|---|---|---|
| Zakres - m/min | Zalecana wartość posuwu w zależności od średnicy | |||||||||
| min | wartość początkowa | max | 8,0 | 10,0 | 12,0 | 16,0 | 20,0 | |||
| P | 1 | 60 | 70 | 100 | mm/r | 0,13-0,26 | 0,15-0,31 | 0,18-0,35 | 0,22-0,42 | 0,28-0,54 |
| 2 | 80 | 90 | 100 | mm/r | 0,14-0,26 | 0,17-0,31 | 0,20-0,35 | 0,24-0,42 | 0,31-0,53 | |
| 3 | 50 | 70 | 90 | mm/r | 0,15-0,28 | 0,19-0,33 | 0,22-0,38 | 0,26-0,47 | 0,34-0,59 | |
| 4 | 50 | 70 | 100 | mm/r | 0,14-0,28 | 0,17-0,33 | 0,19-0,38 | 0,23-0,47 | 0,29-0,59 | |
| 6 | 30 | 40 | 60 | mm/r | 0,10-0,18 | 0,12-0,22 | 0,14-0,24 | 0,18-0,32 | 0,23-0,41 | |
| M | 1 | 20 | 30 | 40 | mm/r | 0,09-0,12 | 0,10-0,14 | 0,12-0,16 | 0,14-0,18 | 0,16-0,20 |
| 2 | 30 | 40 | 50 | mm/r | 0,09-0,14 | 0,10-0,16 | 0,12-0,18 | 0,14-0,20 | 0,16-0,22 | |
| 3 | 20 | 30 | 40 | mm/r | 0,09-0,12 | 0,10-0,14 | 0,12-0,16 | 0,14-0,18 | 0,16-0,20 | |
| K | 1 | 80 | 130 | 170 | mm/r | 0,20-0,38 | 0,23-0,44 | 0,25-0,49 | 0,31-0,06 | 0,38-0,47 |
| 2 | 90 | 110 | 120 | mm/r | 0,20-0,31 | 0,23-0,36 | 0,25-0,40 | 0,31-0,48 | 0,38-0,60 | |
| 3 | 80 | 110 | 130 | mm/r | 0,14-0,30 | 0,17-0,35 | 0,19-0,40 | 0,25-0,48 | 0,30-0,60 | |
| N | 1 | 90 | 230 | 270 | mm/r | 0,16-0,24 | 0,20-0,28 | 0,24-0,32 | 0,28-0,40 | 0,32-0,48 |
| 2 | 90 | 220 | 270 | mm/r | 0,16-0,28 | 0,20-0,32 | 0,24-0,36 | 0,28-0,44 | 0,32-0,52 | |
| 3 | 90 | 180 | 225 | mm/r | 0,16-0,24 | 0,20-0,28 | 0,24-0,32 | 0,28-0,40 | 0,32-0,44 | |
| 5 | 90 | 130 | 270 | mm/r | 0,16-0,28 | 0,20-0,32 | 0,24-0,36 | 0,28-0,44 | 0,32-0,48 | |
| S | 1 | 20 | 25 | 30 | mm/r | 0,08-0,12 | 0,09-0,13 | 0,10-0,14 | 0,12-0,16 | 0,14-0,18 |
| 2 | 20 | 20 | 30 | mm/r | 0,07-0,10 | 0,08-0,11 | 0,09-0,12 | 0,10-0,14 | 0,11-0,16 | |
| 3 | 10 | 25 | 40 | mm/r | 0,06-0,09 | 0,07-0,10 | 0,08-0,11 | 0,09-0,13 | 0,10-0,15 | |
| 4 | 20 | 25 | 50 | mm/r | 0,07-0,10 | 0,08-0,11 | 0,09-0,12 | 0,10-0,14 | 0,11-0,16 | |
Omówienie materiałów wg DIN:
| Grupa | Opis | Skład | Wytrzymałość RM (MPa) | Twardość (HB) | Twardość (HRC) | Numer materiałowy |
|---|---|---|---|---|---|---|
| P0 | Stale niskowęglowe dające długi wiór | C>0,25% | <530 | <125 | - | - |
| P1 | Stale niskowęglowe z krótkimi wiórami, automatowe | C>0,25% | <530 | <125 | - | C15, Ck22, ST37-2, S235JR, 9SMnPb28, GS38 |
| P2 | Stale średnio- i wysokowęglowe | C>0,25% | >530 | <220 | <25 | ST52, S355JR, C35, GS60, Cf53 |
| P3 | Stale stopowe i narzędziowe | C>0,25% | 600-850 | <330 | <35 | 16MnCr5, Ck45, 21CrMoV5-7, 38SMn28 |
| P4 | Stale stopowe i narzędziowe | C>0,25% | 850-1400 | 340-450 | 35-48 | 100Cr6, 30CrNiMo8, 42CrMo4, C70W2, S6525, X120Mn12 |
| P5 | Stale ferrytyczne, martenzytyczne i stale nierdzewne PH | - | 600-900 | <330 | <35 | 100Cr6, 30CrNiMo8, 42CrMo4, C70W2, S6525, X120Mn12 |
| P6 | Stale ferrytyczne, martenzytyczne i stale nierdzewne PH o dużej wytrzymałości | - | 900-1350 | 350-450 | 35-48 | X102CrMo17, G-X120Cr29 |
| M1 | Stal nierdzewna austenityczna | - | <600 | 130-200 | - | X5CrNi 18 10, X2CrNiMo 17 13 2, G-X25CrNiSi18 9, X15CrNiSi 20 12 |
| M2 | Stale austenityczne i staliwa nierdzewne o dużej wytrzymałości | - | 600-800 | 150-230 | <25 | X2CrNiMo 13 4, X5NiCr 32 21, X5CrNiNb 18 10, G-X15CrNi 25-20 |
| M3 | Stal nierdzewna Duplex | - | <800 | 135-275 | <30 | X8CrNiMo27 5, X2CrNiMoN22 5 3, X20CrNiSi25 4, G-X40CrNiSi27 4 |
| K1 | Żeliwo szare | - | 125-500 | 120-290 | <32 | GG15, GG25, GG30, GG40, GTW40 |
| K2 | Żeliwa sferoidalne o niskiej i średniej wytrzymałości oraz żeliwa z grafitem wermikularnym (CGI) | - | <600 | 130-260 | <28 | GGG40, GTS35 |
| K3 | Żeliwa sferoidalne i hartowane izotermicznie o dużej wytrzymałości (ADI) | - | >600 | 180-350 | <43 | GGG60, GTW55, GTS65 |
| N1 | Aluminium do przeróbki plastycznej | - | - | - | - | AIMg1, AI99.5, AICuMg1, AICuBiPb, AIMgSi1, ALMgSiPb |
| N2 | Stopy aluminium o niskiej zawartości krzemu i stopy magnezu | Si<12,2% | - | - | - | GAISiCu4, GDAISi10Mg |
| N3 | Stopy aluminium o wysokiej zawartości krzemu i stopy magnezu | Si>12,2% | - | - | - | G-ALSi12, G-AlSi17Cu4, G-AISi21CuNiMg |
| N4 | Na bazie miedzi, mosiądzu i cynku w zakresie skrawalności 70–100 | - | - | - | - | CuZn40, Ms60, G-CuSn5ZnPb, CuZn37, CuSi3Mn |
| N5 | Nylon, tworzywa sztuczne, gumy, fenoplasty, żywice, włókno szklane | - | - | - | - | LEXAN®, HOSTALEN™, Polystyrol, Makralon® |
| N6 | Kompozyty węglowe i grafitowe, CFRP | - | - | - | - | CFK, GFK |
| N7 | Kompozyty o osnowie metalowej (MMC) | - | - | - | - | - |
| S1 | Stopy żarowytrzymałe na bazie żelaza | - | 500-1200 | 160-260 | 25-48 | X1NiCrMoCu32 28 7, X12NiCrSi36 16, X5NiCrAITi31 20, X40CoCrNi20 20 |
| S2 | Stopy żarowytrzymałe na bazie kobaltu | - | 1000-1450 | 250-450 | 25-48 | Haynes® 188, Stelllite® 6,21,31 |
| S3 | Stopy żarowytrzymałe na bazie niklu | - | 600-1700 | 160-450 | <48 | INCONEL® 690, INCONEL 625, Hastelloy®, NIMONIC® 75 |
| S4 | Tytan i stopy tytanu | - | 900-1600 | 300-400 | 33-48 | Ti1, TiAI5Sn2, TiAI6V4, TiAI4Mo4Sn2 |
| H1 | Materiały hartowane | - | - | - | 44-48 | GX260NiCr42, GX330NiCr42, GX300CrNiSi952, GX300CrMo153, HARDOX® 400 |
| H2 | Materiały hartowane | - | - | - | 48-55 | - |
| H3 | Materiały hartowane | - | - | - | 56-60 | - |
| H4 | Materiały hartowane | - | - | - | >60 | - |











































































