Frezy do metalu - FENES
Spis treści:
- Norma
- Czoła frezów
- Geometria części skrawającej
- Rodzaj chwytu
- Materiał części skrawającej
- Powłoki na części skrawającej
- Grupa
- Warunki użytkowania
- Materiały stosowane na ostrza narzędzi skrawających
- Dobór rodzaju pokrycia w zależności od obrabianego materiału
- Zalety stosowanych powłok
- Parametry skrawania: DIN844, DIN845
- Parametry skrawania: DIN844-NR, DIN845-NR
- Parametry skrawania: DIN326, DIN327
- Parametry skrawania: DIN 1889
- Parametry skrawania dla frezów ogólnego przeznaczenia (VHM)
- Tablica porównawcza jednostek twardości
| Norma | |||
|---|---|---|---|
 |
Narzędzie wykonano wg normy DIN 844 |
 |
Narzędzie wykonano wg norm FENES S.A. |
 |
Narzędzie wykonano wg PN-89/M-5890 | ||
| Czoła frezów [liczba ostrzy] | |||
 |
Frez 1-ostrzowy |
 |
Frez 2-ostrzowy z czołem kulistym |
 |
Frez 2-ostrzowy z czołem płaskim |
 |
Frez 3-ostrzowy z czołem płaskim |
 |
Frez 4-ostrzowy z czołem płaskim |
 |
Frez 4-ostrzowy z czołem kulistym |
 |
Frez wieloostrzowy z czołem płaskim |
 |
Frez wieloostrzowy z czołem kulistym |
 |
Frez wieloostrzowy z ostrz. centralnymi symetrycznymi na czole |
 |
Frez wieloostrzowy z pogłębieniem na czole |
| Geometria części skrawającej | |||
 |
Kąt pochylenia linii śrubowej rowków wiórowych |
 |
Możliwe ruchy robocze narzędzia |
 |
Ostrze z zaszlifem po spirali |
 |
Ostrze ścinowe |
 |
Narzędzie stożkowe określone pochyleniem krawędzi skrawającej do osi narzędzia | ||
| Rodzaj chwytu | |||
 |
Chwyt walc. gładki wg DIN 1835-A |
 |
Chwyt Weldona wg DIN 1835-B |
 |
Chwyt walc. gładki DIN 6535-HA |
 |
Chwyt Weldona wg DIN 6535-HB |
 |
Chwyt stoż. Morse'a z nakiełkiem gwint. wg DIN 228-A |
 |
Narzędzie nasadzane z zabier. czołowym wg DIN 138 |
| Materiał części skrawającej | |||
 |
Stal szybkotnąca standardowa |
 |
Stal szybkotnąca z zawartością kobaltu |
 |
Stal proszkowa szybkotnąca z zawartością kobaltu |
 |
Narzędzia pełnowęglikowe |
| Powłoki na części skrawającej | |||
 |
TiN |
 |
TiAIN |
 |
AITiN | ||
| Grupa | |||
|
|
Ogólnego przeznaczenia |
|
Do obróbki metali lekkich i tworzyw sztucznych |
 |
Do obróbki materiałów trudnoskrawalnych o twardości ≤ 45 HRC |
|
Do obróbki materiałów o twardości ≤ 63 HRC |







Warunki użytkowania:
| Materiały obrabiane | Twardość | ||
|---|---|---|---|
| HRC | Rm [N/mm²] | ||
| 1.1 | Stale niestopowe | < 22 | 800 |
| 1.2 | Stale niestopowe i stopowe | < 32 | 1000 |
| 1.3 | Stale stopowe | < 38 | 1200 |
| 1.4 | Stale stopowe | < 44 | 1400 |
| 1.5 | Stale stopowe hartowane | < 63 | |
| 2.1 | Stale nierdzewne i kwasoodporne | < 22 | 800 |
| 2.2 | Stale nierdzewne i kwasoodporne z podwyższoną zawartością chromu i niklu | < 32 | 1000 |
| 3.1 | Żeliwo szare | ||
| 3.2 | Żeliwo sferoidalne, żeliwo ciągliwe | ||
| 4.1 | Tytan | < 22 | 800 |
| 4.2 | Stopy tytanu | < 38 | 1200 |
| 5.1 | Aluminium, miedź | ||
| 5.2 | Stopy aluminium, stopy miedzi | ||
| 6 | Tworzywa sztuczne | ||
Materiały stosowane na ostrza narzędzi skrawających:
| Oznaczenie | Gatunek stali wg | Charakterystyka | Twardość | Skład chemiczny | ||||
|---|---|---|---|---|---|---|---|---|
| FENES | PN | DIN | ANSI | BS | FN | [HRC] | % | |
| HSS | SW7M | 1.3343 | M2 | BM2 |
Z 90 WDCV 06-05-04-02 |
Standardowa stal szybkotnąca na ostrza narzędzi skrawających | 62÷65 | 0.9 C, 4.2 Cr, 5.0 Mo, 2.0 V, 6.5 W |
|
HSS-E M35 |
SK5M | 1.3243 | M35 |
Z 90 WDKCV 06-05-05-04-02 |
Stal szybkotnąca zachowująca wysoką twardość, szczególnie zalecana do obróbki zgrubnej lub przy niekorzystnym chłodzeniu | 63÷66 | 0.9 C, 4.2 Cr, 5.0 Mo, 2.0 V, 6.5 W, 4.8 Co | |
|
HSS-E M42 |
SK8M | 1.3247 | M42 | BM42 |
Z 110 DKICWV 09-08-04-02-01 |
Stal szybkotnąca posiadająca dużą ciągliwość, dzięki czemu doskonale sprawdza się w skrawaniu przerywanym | 63÷66 | 0.9 C, 4.2 Cr, 5.0 Mo, 2.0 V, 6.5 W, 8.0 Co |
| PM HSS-E | Oznaczenia producenta | Stal szybkotnąca wykonywana w procesie metalurgii proszków. Zachowuje ciągliwość stali konwencjonalnych i odporność na ścieranie zbliżoną do węglików spiekanych | 64÷67 | 1.28 C, 4.2 Cr, 5.0 Mo, 3.1 V, 6.4 W, 8.5 Co | ||||
Dobór rodzaju pokrycia w zależności od obrabianego materiału (na bazie powłok firmy BALZERS):
| Materiały obrabiane | Rodzaj obróbki | |
|---|---|---|
| Frezowanie | Rozwiercanie | |
| Stal niestopowa |
Powłoka: FUTURA NANO TiAIN / Nanostruktura (kolor: fioletowo-szary) |
Powłoka: FUTURA NANO
TiAIN / Nanostruktura (kolor: fioletowo-szary) |
| Stal < 1000 N/mm2 |
Powłoka: FUTURA NANO
TiAIN / Nanostruktura (kolor: fioletowo-szary) |
Powłoka: FUTURA NANO
TiAIN / Nanostruktura (kolor: fioletowo-szary) |
| Stal > 1000 N/mm2 |
Powłoka: FUTURA NANO
TiAIN / Nanostruktura (kolor: fioletowo-szary) Powłoka: X.TREME TiAIN specj. (kolor: fioletowo-szary) |
Powłoka: FUTURA NANO
TiAIN / Nanostruktura (kolor: fioletowo-szary) |
| Stal >45 HRC |
Powłoka: X.TREME
TiAIN specj. (kolor: fioletowo-szary) |
|
| Stal > 52 HRC |
Powłoka: X.CEED TiAIN specj. (kolor: niebiesko-szary) |
|
| Stal nierdzewna |
Powłoka: FUTURA NANO
TiAIN / Nanostruktura (kolor: fioletowo-szary) Powłoka: HARDLUBE TiAIN/WC/C (kolor: ciemnoszary) |
Powłoka: FUTURA NANO
TiAIN / Nanostruktura (kolor: fioletowo-szary) Powłoka: HARDLUBE TiAIN/WC/C (kolor: ciemnoszary) |
| Żeliwa |
Powłoka: FUTURA NANO
TiAIN / Nanostruktura (kolor: fioletowo-szary) Powłoka: X.TREME TiAIN specj. (kolor: fioletowo-szary) |
Powłoka: FUTURA NANO
TiAIN / Nanostruktura (kolor: fioletowo-szary) |
| Stopy aluminium |
Powłoka: HARDLUBE
TiAIN/WC/C (kolor: ciemnoszary) Powłoka: FUTURA NANO TiAIN / Nanostruktura (kolor: fioletowo-szary) |
Powłoka: HARDLUBE
TiAIN/WC/C (kolor: ciemnoszary) |
| Stopy tytanu |
Powłoka: X.CEED
TiAIN specj. (kolor: niebiesko-szary) |
Powłoka: HARDLUBE
TiAIN/WC/C (kolor: ciemnoszary) Powłoka: FUTURA NANO TiAIN / Nanostruktura (kolor: fioletowo-szary) |
| Stopy niklu |
Powłoka: X.TREME
TiAIN specj. (kolor: fioletowo-szary) Powłoka: X.CEED TiAIN specj. (kolor: niebiesko-szary) |
Powłoka: HARDLUBE
TiAIN/WC/C (kolor: ciemnoszary) |
| Miedź |
Powłoka: BALINIT D CrN (kolor: srebrno-szary) Powłoka: HARDLUBE TiAIN/WC/C (kolor: ciemnoszary) |
Powłoka: BALINIT D CrN (kolor: srebrno-szary) Powłoka: HARDLUBE TiAIN/WC/C (kolor: ciemnoszary) |
| Mosiądz, brąz, srebro, itp. |
Powłoka: FUTURA NANO
TiAIN / Nanostruktura (kolor: fioletowo-szary) Powłoka: HARDLUBE TiAIN/WC/C (kolor: ciemnoszary) |
Powłoka: FUTURA NANO
TiAIN / Nanostruktura (kolor: fioletowo-szary) Powłoka: HARDLUBE TiAIN/WC/C (kolor: ciemnoszary) |
| Tworzywa sztuczne |
Powłoka: BALINIT A TiN (kolor: złoto-żółty) Powłoka: BALINIT D CrN (kolor: srebrno-szary) Powłoka: HARDLUBE TiAIN/WC/C (kolor: ciemnoszary) |
Powłoka: BALINIT A
TiN (kolor: złoto-żółty) Powłoka: BALINIT D CrN (kolor: srebrno-szary) Powłoka: HARDLUBE TiAIN/WC/C (kolor: ciemnoszary) |
| Grafit |
Powłoka: X.TREME
TiAIN specj. (kolor: fioletowo-szary) |
Powłoka: X.TREME
TiAIN specj. (kolor: fioletowo-szary) |
Zalety stosowanych powłok:
- Przedłużenie okresu trwałości narzędzia
- Lepsza jakość obrabianej powierzchni
- Minimum 100% większa wydajność obróbki poprzez:
- zwiększenie parametrów skrawania
- wysoką twardość ostrza
- mniejszy współczynnik tarcia
- duże przewodnictwo cieplne (szybsze odprowadzenie ciepła z obszaru skrawania)
- bardzo dobra adhezja warstwy do narzędzia (zabezpiecza powierzchnie robocze przed wykruszaniem).
Frezy DIN844, DIN845 - Parametry skrawania:
Zalecane parametry skrawania dla frezów trzpieniowych walcowo-czołowych DIN844 i DIN845 wykonanych ze stali SW7M (HSS) do obróbki materiałów z grupy N.
| Materiały obrabiane | Posuw [mm/min] w zależności od średnicy freza [D] | Vc [m/min] |
 |
||||||
|---|---|---|---|---|---|---|---|---|---|
| Ø0 ÷ Ø5 | Ø5 ÷ Ø10 | Ø10 ÷ Ø20 | Ø20 ÷ Ø35 | Ø35 ÷ Ø44 | Ø44 ÷ Ø63 | ||||
| 1.1 | Stale niestopowe | 180 | 200 | 185 | 150 | 120 | 95 | 30 | |
| 1.2 | Stale niestopowe i stopowe | 150 | 180 | 145 | 110 | 90 | 70 | 22 | |
| 1.3 | Stale stopowe | 150 | 180 | 145 | 110 | 90 | 70 | 15 | |
| 2.1 | Stale nierdzewne i kwasoodporne | 65 | 80 | 65 | 50 | 40 | 30 | 10 | |
| 2.2 | Stale nierdzewne i kwasoodporne z podwyższoną zawartością chromu i niklu | 65 | 80 | 65 | 50 | 40 | 30 | 10 | |
| 3.1 | Żeliwo szare | 300 | 310 | 300 | 225 | 185 | 100 | 30 | |
| 3.2 | Żeliwo sferoidalne, żeliwo ciągliwe | 150 | 180 | 145 | 110 | 90 | 70 | 22 | |
Uwagi:
- Dla frezów wykonanych ze stali SK8M (HSS-E) i frezów pokrytych supertwardą powłoką parametry skrawania należy zwiększyć o 35%
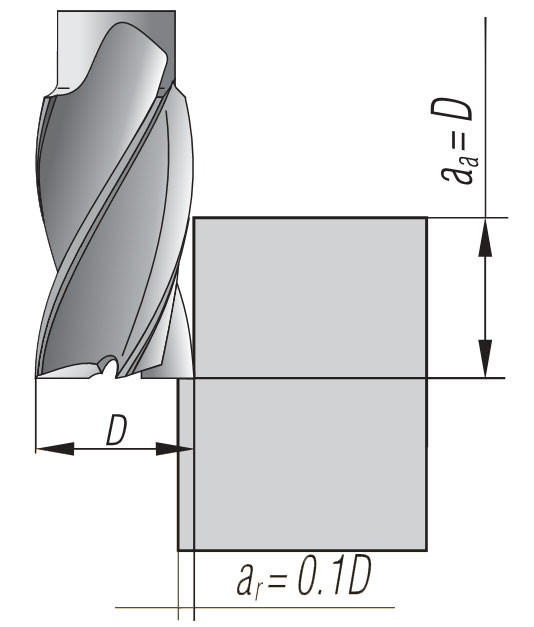
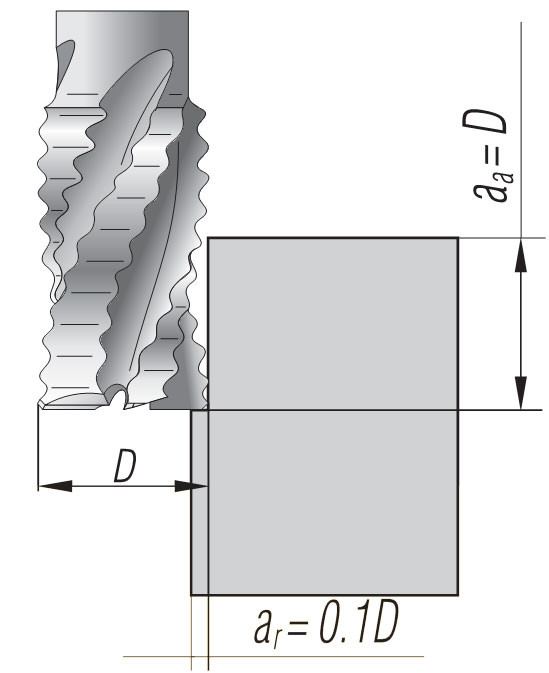
- Wartości posuwów dotyczą głębokości skrawania 0,1D - przy innych głębokościach obowiązują poniższe zasady
| Głębokość skrawania | Posuw |
|---|---|
| 0,25D | 65% posuwu z powyższej tabeli |
| 0,5D | 40% posuwu z powyższej tabeli |
- Przy odmianie długiej "L" wartość posuwu zmniejszamy o kolejne 50%
Frezy DIN844-NR, DIN845-NR - Parametry skrawania:
Zalecane parametry skrawania dla frezów trzpieniowych walcowo-czołowych DIN844 i DIN845 typu NR (do obróbki zgrubnej materiałów z grupy N), wykonanych ze stali SK8M (HSS-E).
| Materiały obrabiane | Posuw [mm/min] w zależności od średnicy freza [D] | Vc [m/min] |
 |
|||||
|---|---|---|---|---|---|---|---|---|
| Ø5 ÷ Ø10 | Ø10 ÷ Ø20 | Ø20 ÷ Ø35 | Ø35 ÷ Ø44 | Ø44 ÷ Ø63 | ||||
| 1.1 | Stale niestopowe | 170 | 225 | 270 | 275 | 280 | 40 | |
| 1.2 | Stale niestopowe i stopowe | 165 | 220 | 265 | 270 | 277 | 30 | |
| 1.3 | Stale stopowe | 88 | 110 | 135 | 140 | 143 | 20 | |
| 2.1 | Stale nierdzewne i kwasoodporne | 62 | 85 | 102 | 105 | 106 | 14 | |
| 2.2 | Stale nierdzewne i kwasoodporne z podwyższoną zawartością chromu i niklu | 62 | 85 | 102 | 105 | 106 | 14 | |
| 3.1 | Żeliwo szare | 115 | 145 | 170 | 180 | 200 | 40 | |
| 3.2 | Żeliwo sferoidalne, żeliwo ciągliwe | 92 | 110 | 135 | 145 | 160 | 40 | |
Uwagi:
- Dla frezów pokrytych supertwardą powłoką parametry skrawania należy zwiększyć o 25%
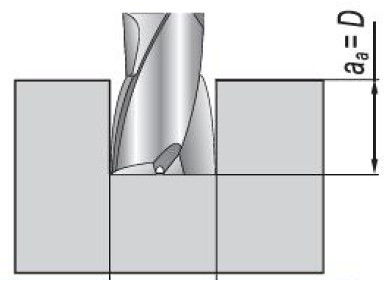
- Wartości posuwów dotyczą głębokości skrawania 0,1D - przy innych głębokościach obowiązują poniższe zasady
| Głębokość skrawania | Posuw |
|---|---|
| 0,25D | 100% posuwu z powyższej tabeli |
| 0,5D | 75% posuwu z powyższej tabeli |
| D | 50% posuwu z powyższej tabeli |
- Przy odmianie długiej "L" wartość posuwu zmniejszamy o kolejne 50%
Frezy DIN326, DIN327 - Parametry skrawania:
Zalecane parametry skrawania dla frezów trzpieniowych do rowków na wpusty DIN326 i DIN327 wykonanych ze stali SW7M (HSS) do obróbki materiałów z grupy N.
| Materiały obrabiane | Posuw [mm/min] w zależności od średnicy freza [D] | Vc [m/min] |
 |
||||||
|---|---|---|---|---|---|---|---|---|---|
| Ø0 ÷ Ø5 | Ø5 ÷ Ø10 | Ø10 ÷ Ø20 | Ø20 ÷ Ø35 | Ø35 ÷ Ø44 | Ø44 ÷ Ø63 | ||||
| 1.1 | Stale niestopowe | 65 | 85 | 100 | 80 | 57 | 43 | 42 | |
| 1.2 | Stale niestopowe i stopowe | 49 | 58 | 67 | 60 | 45 | 33 | 33 | |
| 1.3 | Stale stopowe | 40 | 49 | 51 | 48 | 37 | 25 | 25 | |
| 2.1 | Stale nierdzewne i kwasoodporne | 14 | 23 | 27 | 21 | 15 | 11 | 11 | |
| 2.2 | Stale nierdzewne i kwasoodporne z podwyższoną zawartością chromu i niklu | 14 | 23 | 27 | 21 | 15 | 11 | 11 | |
| 3.1 | Żeliwo szare | 68 | 100 | 95 | 87 | 75 | 57 | 57 | |
| 3.2 | Żeliwo sferoidalne, żeliwo ciągliwe | 61 | 65 | 69 | 57 | 45 | 45 | 33 | |
Uwagi:
- Dla frezów wykonanych ze stali SK8M (HSS-E) i frezów pokrytych supertwardą powłoką parametry skrawania należy zwiększyć o 35%
- Wartości posuwów dotyczą głębokości skrawania 0,1D - przy innych głębokościach obowiązują poniższe zasady
| Głębokość skrawania | Posuw |
|---|---|
| 0,25D | 65% posuwu z powyższej tabeli |
| 0,5D | 40% posuwu z powyższej tabeli |
- Przy odmianie długiej "L" wartość posuwu zmniejszamy o kolejne 50%
Frezy DIN 1889 - Parametry skrawania:
Zalecane parametry skrawania dla frezów DIN1889 wykochanych ze stali SW7M (HSS) do obróbki materiałów z grupy H.
| Materiały obrabiane | Vc [m/min] | Posuw [mm/min] w zależności od średnicy freza [D] | ||||||
|---|---|---|---|---|---|---|---|---|
| Ø0 ÷ Ø5 | Ø5 ÷ Ø10 | Ø10 ÷ Ø20 | Ø20 ÷ Ø35 | Ø35 ÷ Ø44 | Ø44 ÷ Ø63 | |||
| 1.3 | Stale stopowe | 15 | 120 | 150 | 115 | 80 | 60 | 40 |
| 1.4 | Stale stopowe | 15 | 120 | 150 | 115 | 80 | 60 | 40 |
| 2.1 | Stale nierdzewne i kwasoodporne | 10 | 65 | 80 | 65 | 50 | 40 | 30 |
| 3.1 | Żeliwo szare | 30 | 300 | 310 | 300 | 225 | 185 | 100 |
| 3.2 | Żeliwo sferoidalne, żeliwo ciągliwe | 22 | 150 | 180 | 145 | 110 | 90 | 70 |
Parametry skrawania dla frezów ogólnego przeznaczenia [VHM]:
| Materiały obrabiane | Vc [m/min] | fz [posuw na ostrze] | ||||||||
|---|---|---|---|---|---|---|---|---|---|---|
| Ø3 | Ø4 | Ø6 | Ø8 | Ø10 | Ø12 | Ø16 | Ø20 | |||
| 1.1 | Stale niestopowe | 60 ÷ 90 | 0,014 | 0,020 | 0,028 | 0,038 | 0,049 | 0,063 | 0,082 | 0,10 |
| 1.2 | Stale niestopowe i stopowe | 60 ÷ 90 | 0,014 | 0,020 | 0,028 | 0,038 | 0,049 | 0,063 | 0,082 | 0,10 |
| 1.3 | Stale stopowe | 30 ÷ 50 | 0,010 | 0,014 | 0,019 | 0,026 | 0,034 | 0,045 | 0,058 | 0,075 |
| 1.4 | Stale stopowe | 30 ÷ 50 | 0,009 | 0,013 | 0,018 | 0,024 | 0,031 | 0,041 | 0,053 | 0,069 |
| 1.5 | Stale stopowe hartowane | 30 ÷ 50 | 0,009 | 0,013 | 0,018 | 0,024 | 0,031 | 0,041 | 0,053 | 0,069 |
| 2.1 | Stale nierdzewne i kwasoodporne | 30 ÷ 50 | 0,009 | 0,013 | 0,018 | 0,024 | 0,031 | 0,041 | 0,053 | 0,069 |
| 2.2 | Stale nierdzewne i kwasoodporne z podwyższoną zawartością chromu i niklu | 20 ÷ 35 | 0,004 | 0,006 | 0,008 | 0,011 | 0,014 | 0,018 | 0,024 | 0,031 |
| 3.1 | Żeliwo szare | 40 ÷ 90 | 0,015 | 0,022 | 0,031 | 0,042 | 0,054 | 0,070 | 0,091 | 0,119 |
| 3.2 | Żeliwo sferoidalne, żeliwo ciągliwe | 40 ÷ 90 | 0,015 | 0,022 | 0,031 | 0,042 | 0,054 | 0,070 | 0,091 | 0,119 |
| 4.1 | Tytan | 25 ÷ 45 | 0,010 | 0,015 | 0,021 | 0,029 | 0,037 | 0,048 | 0,062 | 0,082 |
| 4.2 | Stopy tytanu | 20 ÷ 40 | 0,009 | 0,013 | 0,018 | 0,024 | 0,031 | 0,041 | 0,053 | 0,069 |
| 5.1 | Aluminium, miedź | 70 ÷ 100 | 0,009 | 0,012 | 0,017 | 0,023 | 0,030 | 0,039 | 0,050 | 0,066 |
| 5.2 | Stopy aluminium, stopy miedzi | 200 ÷ 500 | 0,014 | 0,021 | 0,030 | 0,039 | 0,051 | 0,066 | 0,086 | 0,113 |
| 6 | Tworzywa sztuczne | 100 ÷ 150 | 0,014 | 0,020 | 0,028 | 0,038 | 0,049 | 0,063 | 0,082 | 0,106 |
Tablica porównawcza jednostek twardości:
| N/mm2 | HV 10 | HB | HRC | N/mm2 | HV 10 | HB | HRC | |
|---|---|---|---|---|---|---|---|---|
| 240 | 75 | 74 | - | 920 | 287 | 273 | 28 | |
| 255 | 80 | 76 | - | 940 | 293 | 278 | 29 | |
| 270 | 85 | 81 | - | 970 | 302 | 287 | 30 | |
| 285 | 90 | 86 | - | 995 | 310 | 295 | 31 | |
| 305 | 95 | 90 | - | 1020 | 317 | 301 | 32 | |
| 320 | 100 | 95 | - | 1050 | 327 | 311 | 33 | |
| 335 | 105 | 100 | - | 1080 | 336 | 319 | 34 | |
| 350 | 110 | 105 | - | 1110 | 345 | 328 | 35 | |
| 370 | 115 | 109 | - | 1140 | 355 | 327 | 36 | |
| 385 | 120 | 114 | - | 1170 | 364 | 346 | 37 | |
| 400 | 125 | 119 | - | 1200 | 373 | 354 | 38 | |
| 415 | 130 | 124 | - | 1230 | 382 | 363 | 39 | |
| 430 | 135 | 128 | - | 1260 | 392 | 372 | 40 | |
| 450 | 140 | 133 | 1300 | 403 | 383 | 41 | ||
| 465 | 145 | 138 | - | 1330 | 413 | 393 | 42 | |
| 480 | 150 | 143 | - | 1360 | 423 | 402 | 43 | |
| 495 | 155 | 147 | - | 1400 | 434 | 413 | 44 | |
| 510 | 160 | 152 | - | 1440 | 436 | 424 | 45 | |
| 530 | 165 | 157 | - | 1480 | 458 | 435 | 46 | |
| 545 | 170 | 162 | - | 1530 | 473 | 449 | 47 | |
| 560 | 175 | 166 | - | 1570 | 484 | 460 | 48 | |
| 575 | 180 | 171 | - | 1620 | 497 | 472 | 49 | |
| 595 | 185 | 176 | - | 1680 | 514 | 488 | 50 | |
| 610 | 190 | 181 | - | 1730 | 527 | 501 | 51 | |
| 625 | 195 | 185 | - | 1790 | 544 | 517 | 52 | |
| 640 | 200 | 190 | - | 1845 | 560 | 532 | 53 | |
| 660 | 205 | 195 | - | 1910 | 578 | 549 | 54 | |
| 675 | 210 | 199 | - | 1980 | 596 | 567 | 55 | |
| 690 | 215 | 204 | - | 2050 | 615 | 584 | 56 | |
| 705 | 220 | 209 | - | 2140 | 635 | 607 | 57 | |
| 720 | 225 | 214 | - | - | 655 | 622 | 58 | |
| 740 | 230 | 219 | - | - | 675 | - | 59 | |
| 755 | 235 | 223 | - | - | 698 | - | 60 | |
| 770 | 240 | 228 | - | - | 720 | - | 61 | |
| 785 | 245 | 233 | - | - | 745 | - | 62 | |
| 800 | 250 | 238 | 22 | - | 773 | - | 63 | |
| 820 | 255 | 242 | 23 | - | 800 | - | 64 | |
| 835 | 260 | 247 | 24 | - | 829 | - | 65 | |
| 860 | 268 | 255 | 25 | - | 864 | - | 66 | |
| 870 | 272 | 258 | 26 | - | 900 | - | 67 | |
| 900 | 280 | 266 | 27 | - | 940 | - | 68 |




































































