CHARAKTERYSTYKA OGÓLNA
Budowa pił taśmowych:
 |
 |
 |
 |
| Grubość piły | Szerokość piły | Korpus piły | Grzbiet piły |
 |
 |
 |
 |
| Ząb piły | Wierzchołek zęba | Czoło zęba | Grzbiet zęba |
 |
 |
 |
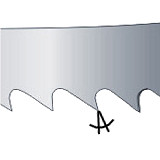 |
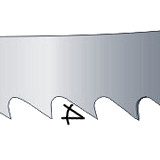
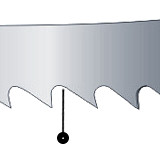
| Podziałka zęba | Rozstaw zębów | Rzaz | Kąt natarcia |
 |
 |
 |
|
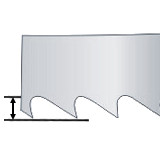
| Kąt przyłożenia | Wrąb | Głębokość wrębu |
PIŁY TAŚMOWE DO CIĘCIA METALI
Zalecany dobór uzębienia pił taśmowych:
| Podziałka stała | Podziałka zmienna |
|---|---|
 |
 |
| Dystans między zębami jest stały na całej długości taśmy. Podziałka stała przeznaczona jest do przecinania materiałów pełnych maszynami z bardzo dobrym mocowaniem elementu przecinanego. | Podziałka kombinowana charakteryzuje się zróżnicowaniem odległości między zębami. Segmenty powtarzają się regularnie na całej długości taśmy. Wpływa ona na redukcję wibracji powstałych podczas pracy, sprawdza się najlepiej podczas przecinania profili cienkościennych lub materiałów przecinanych w wiązkach. |
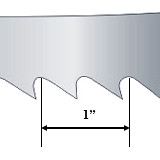
Ustalenie odpowiedniej ilości zębów na cal (TPI)
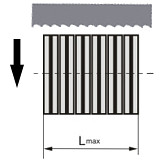
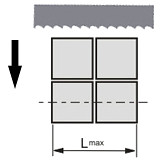
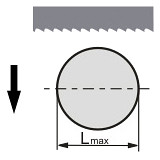
Dobór podziałki dla materiałów pełnych przedstawia poniższa tabela:
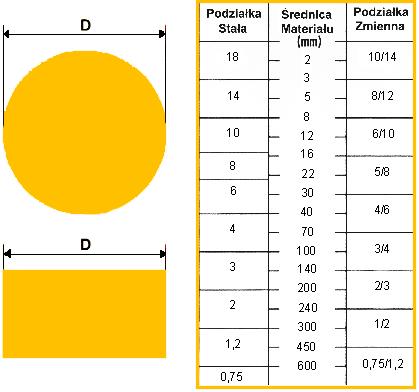
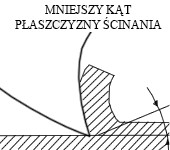
W przypadku cięcia kilku elementów średnica materiału to suma średnic poszczególnych elementów, czyli cała droga piły w ciętym materiale.
Ustalenie odpowiedniej ilości zębów na cal (TPI)
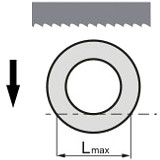
W przypadku cięcia profili (rur lub kształtowników) dobieramy podziałkę korzystając z poniższej tabeli:
 |
20 | 40 | 60 | 80 | 100 | 150 | 200 | 300 | 500 | |
|---|---|---|---|---|---|---|---|---|---|---|
| Podziałka (TPI) | ||||||||||
| 2 | 14 | 14 | 14 | 14 | 10/14 | 10/14 | 10/14 | 10/14 | 8/12 | |
| 3 | 14 | 10/14 | 10/14 | 8/12 | 8/12 | 8/12 | 6/10 | 6/10 | 6/10 | |
| 4 | 14 | 10/14 | 10/14 | 8/12 | 8/12 | 6/10 | 6/10 | 5/8 | 4/6 | |
| 5 | 14 | 10/14 | 10/14 | 8/12 | 6/10 | 6/10 | 5/8 | 4/6 | 4/6 | |
| 6 | 14 | 10/14 | 8/12 | 8/12 | 6/10 | 5/8 | 5/8 | 4/6 | 4/6 | |
| 8 | 14 | 8/12 | 6/10 | 6/10 | 6/10 | 5/8 | 5/8 | 4/6 | 4/6 | |
| 10 | 6/10 | 6/10 | 5/8 | 5/8 | 4/6 | 4/6 | 4/6 | 3/4 | ||
| 12 | 6/10 | 5/8 | 4/6 | 4/6 | 4/6 | 4/6 | 3/4 | 3/4 | ||
| 15 | 4/6 | 4/6 | 3/4 | 3/4 | 3/4 | 2/3 | ||||
| 20 | 4/6 | 4/6 | 3/4 | 3/4 | 3/4 | 2/3 | ||||
| 30 | 3/4 | 3/4 | 3/4 | 2/3 | 2/3 | 2/3 | ||||
| 50 | 2/3 | 2/3 | 2/3 | 1,4/2 | ||||||
| 75 | 2/3 | 1,4/2 | 1,4/2 | |||||||
| 100 | 1,4/2 | 0,75/1,2 | ||||||||
| 150 | 0,75/1,2 | |||||||||
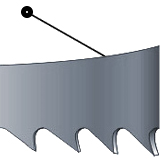
Ktszałt oraz rozwarcie zębów w piłach taśmowych:
| Ktszałt zębów | |
|---|---|
|
Zęby standardowe (N) Ząb standardowy posiada kąt natarcia 0°. Taśmy wyposażone w tego typu ząb przeznaczone są do przecinania materiałów o wysokiej zawartości węgla (jak odlewy), materiałów o niewielkich przekrojach oraz profili i rur cienkościennych. |
 |
|
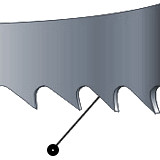
Zęby typu hak (H) Ząb typu Hak posiada dodatni kąt natarcia 10°. Taśmy wyposażone w taki ząb przeznaczone są do przecinania materiałów litych, rur i profili o grubych ściankach i materiałów wysokostopowych. |
 |
|
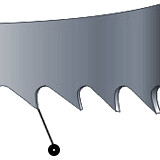
Zęby typu RP (RP) Ząb typu RP posiada dodatni kąt natarcia 16°. Z powodu swojej agresywnej charakterystyki pracy przeznaczony jest do przecinania materiałów wysokostopowych, stopów egzotycznych oraz metali nieżelaznych. |
 |
|
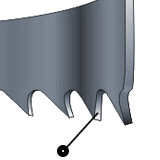
Zęby typu Master (M) Zęby typu Master oparte są na technologii „triple chip” uznawanej z najbardziej wydajną w przemyśle metalowym. Aby sprostać stawianym przez szeroką gamę trudno obrabialnych stali oraz stopów egzotycznych zęby typu Master dostępne są zarówno z kątem natarcia 10° jak 16° . |
 |
|
Zęby typu Profile Zęby typu Profile wytrzymują wibracje powstające podczas cięcia profili (rur, itp.) dzięki wzmocnionej budowie zęba. Efekt ten został uzyskany dzięki zmniejszeniu kąta natarcia do 6°. |
 |
| Rozwarcie zębów | |
|
Rozwarcie standardowe Zęby rozwarte są w trzech grupach: w lewo, w prawo i prosto. Rozwarcie standardowe jest najbardziej popularne. |
 |
|
Rozwarcie kombinowane (grupowe) Zęby rozwarte są w lewo i w prawo grupami po 5 lub 7 z uwzględnieniem jednego zęba prostego w każdej grupie. Rozwarcie kombinowane jest najczęściej stosowane równolegle z podziałką kombinowaną. Liczba zębów w grupach uzależniona jest od charakterystyki powtarzalnego wzoru podziałki kombinowanej. |
 |
|
Rozwarcie parami Zęby rozwarte są parami w lewo i w prawo po czym 5 ząb ustawiony jest prosto. Najmniej popularna – stosuje się głownie do materiałów nieżelaznych |
 |
|
Rozwarcie falowe Rozwarcie falowe stosuje się w przypadku bardzo drobnej podziałki, gdzie nie jest możliwe rozwarcie każdego zęba indywidualnie. Rozwarcie prowadzone jest przez całą długość taśmy z lewej strony na prawą. |
 |
Procedura postępowania z nową piłą w fazie wstępnej:
Przy rozpoczęciu pracy nową piłą taśmową konieczne jest jej dotarcie. Prawidłowo przeprowadzone docieranie powoduje wydłużenie jej żywotności o ok. 50 %. Nowa piła posiada ostre i na nierównej wysokości naroża ostrzy. Aby zapobiec wyłamaniom ostrzy niezbędne jest wyrównanie wierzchołków i ich zeszlifowanie do mikroskopijnego łuku.
Proces docierania piły taśmowej:
- Ustaw prędkość piły taśmowej zalecaną dla ciętego materiału
- Zmniejsz posuw na przecinarce do 50 % normalnego posuwu
- Tnij przy zredukowanym posuwie 20 min
- Po 20 minutach cięcia stopniowo zwiększaj posuw, aż do osiągnięcia normalnego czasu przecinania
Cały proces docieranie powinien trwać ok. 30 min. (ok. 300 cm2 przeciętego materiału). Nowa piła powinna być użytkowana przez krótki czas przy zmniejszonej prędkości taśmy i zmniejszonym posuwie. W okresie docierania piła powinna być użytkowana z uwzględnieniem redukcji prędkości taśmy do 70% i posuwu do 50%. Po przecięciu ok. 500 cm² materiału parametry mogą być stopniowo zwiększane do uzyskania maksimum.
Następujące czynniki znacząco wpływają na żywotność taśmy oraz uzyskanie optymalnych wyników pracy:
- Dobór chłodziwa i smarowania
-
Szczotka do wiórów
-
Naciąg taśmy (zalecany 300 N/mm2)
Bardzo ważnym parametrem jest naciąg pracującej piły. Wartością optymalną jest 300 N/mm2 (MPa). Nieprawidłowe wartości mogą powodować: nieprostoliniowe cięcie, wibracje, pękanie piły lub ślizganie się piły i spadanie z kół napędowych. Do ustawiania i sprawdzenia naciągu służy Tensometr.
Prędkość i posuw piły taśmowej:
- Podstawowymi parametrami obróbczymi procesu cięcia jest prędkość i posuw piły.
- Dobór tych parametrów przeprowadzamy głównie w oparciu o obserwację występowania wibracji.
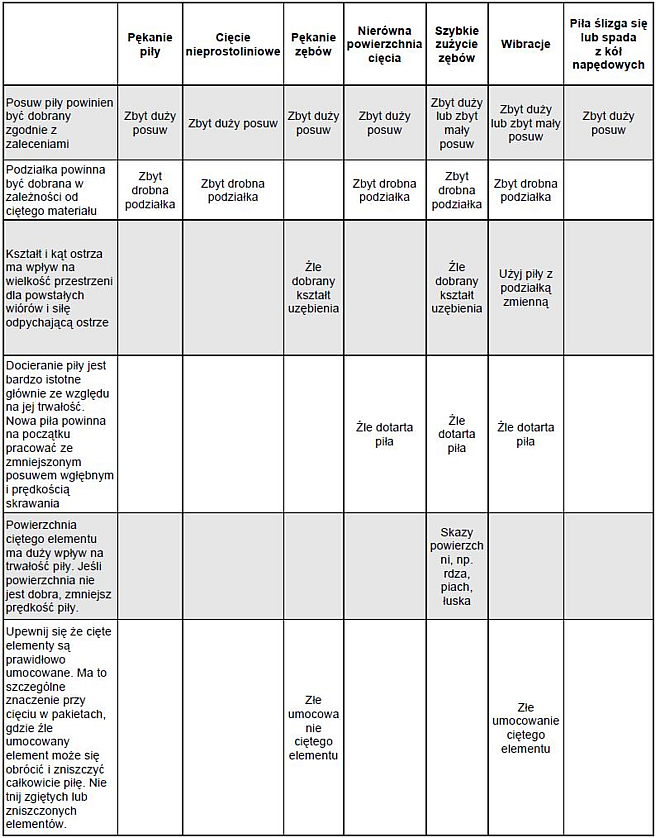
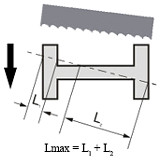
Nieprawidłowości w procesie cięcia oraz porady i sposoby ich wyeliminowania:
EKSPLOATACJA PIŁ TAŚMOWYCH
Posuw:
- Posuw to głębokość, na jaką zęby wchodzą w materiał w danym momencie.
- Aby ciąć wydajnie, korzysta się z największego posuwu, na jaki pozwala urządzenie. Jednak posuw ograniczony jest przez właściwości materiału i żywotność ostrza.
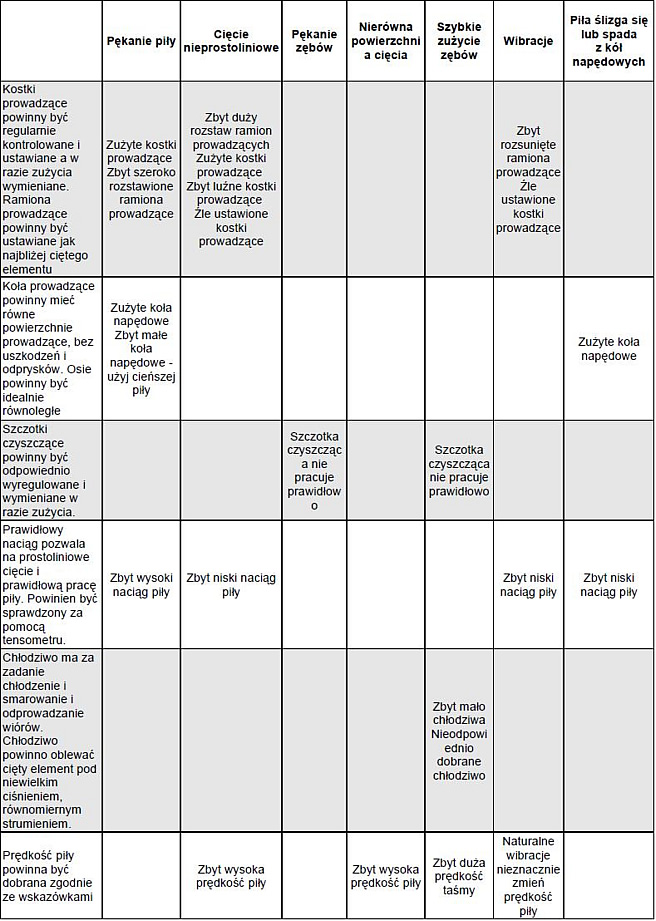
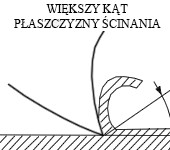
- Szybszy posuw nie pozwala też na duży kąt cięcia. Samo cięcie jest szybsze, ale ostrze o wiele szybciej się zużywa.
- Mały posuw pozwala na większy kąt cięcia, ale wydłuża też jego czas.
- Skąd więc wiadomo, czy stosowany przez nas posuw jest prawidłowy? Sprawdzaj wióry i oceniaj ją na podstawie ich kształtu i koloru (patrz również: szybkość taśmy).
- Dla zwiększenia żywotności ostrza ważne jest również smarowanie i wydajne cięcie. Odpowiednie smarowanie pomaga zredukować temperaturę przy cięciu i sprawić, że wióry będą krócej trzymały się powierzchni zębów piły. Brak smarowania powoduje, że tarcie występujące podczas cięcia skutkuje powstawaniem nadmiernych ilości ciepła, co z kolei sprzyja gromadzeniu się wiórów przy zębach. W rezultacie jakość cięcia spada, zwiększa się za to konsumpcja energii, co może spowodować uszkodzenie zębów.
- Częstość smarowania zależna jest od zaleceń producenta maszyny. Miej zawsze w warsztacie zapas odpowiednio wymieszanego oleju do smarowania. Nie smaruj urządzenia samą wodą, ponieważ pozbędziesz się wtedy resztek oleju, co spowoduje przedwczesne stępienie się zębów piły. Aby sprawdzić proporcje, użyj refraktometru. Sprawdź każde wyjście systemu smarowania, aby mieć pewność, że wszystkie części, które wymagają smarowania, zostaną rzeczywiście nasmarowane
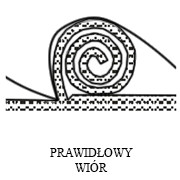
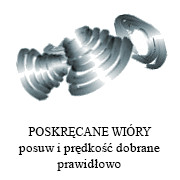
Optymalny posuw ► zakręcone, srebrzyste wióry
Zbyt wolny posuw ►bardzo cienkie wióry
Zbyt szybki posuw ►sine, ciężkie wióry
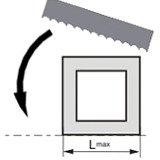
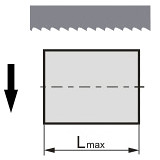
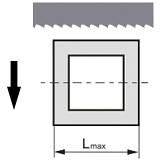
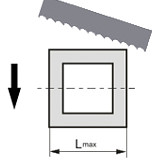
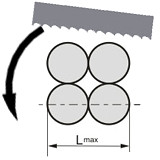
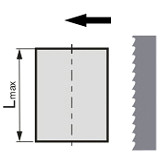
Określenie długości cięcia:
- Dobór uzębienia zależny jest od długości na jakiej pracuje piła taśmowa.
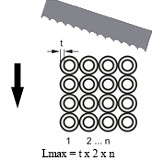
- Aby maksymalnie wykorzystać żywotność taśmy podziałkę należy dobrać odpowiednio względem kształtu, wymiarów przecinanych materiałów a także ilości sztuk w pakiecie.
- W przypadku cięcia kilku elementów średnica materiału to suma średnic poszczególnych elementów, czyli cała droga piły w ciętym materiale.
Wióry oraz pojemność wrębu:
- Aby odpowiednio dostosować prędkość i posuw wystarczy spojrzeć na wióry: ich kolor i kształt. Chcemy uzyskiwać wióry cienkie, ciasno zwinięte i ciepłe w dotyku.
- Zmiana koloru ze srebrnego na lekko siny oznacza nadmiar ciepła i prawdopodobnie zbyt dużą szybkość.
- Sine wióry wskazują na zbyt wysoką temperaturę, która skraca żywotność ostrza.
- Pojemność wrębu między zębami piły ma duży wpływ na jakość cięcia.
- Jeśli podczas cięcia wiór dostaje się do wrębu, zwija się ciasno i wypada z niego tuż za materiałem.
- Jeśli wiór jest gruby, może zapchać wrąb i zostać wyciągniętym przy kolejnym wejściu w materiał. Może wtedy dojść do wykruszania zębów albo powstawania szczerb w rzazie.