Rozwiertaki FENES
LEGENDA
| Norma | |||
|---|---|---|---|
 |
Narzędzie wykonano wg normy DIN 9 |
 |
Narzędzie wykonano wg normy PN-89/M-5890 |
| Geometria części skrawającej | |||
 |
Narzędzie stożkowe określone zbieżnością przeciwległych krawędzie skrawających | ||
| Rodzaj chwytu [forma mocowania] | |||
 |
Chwyt walcowy z zabierakiem kwadratowym wg DIN 10 |
 |
Chwyt toż. Morse'a z płetwą wg DIN 228-B |
 |
Narzędzie nasadzane z zabierakiem czołowym wg DIN 138 | ||
| Materiał części skrawającej | |||
 |
Narzędzia pełnowęglikowe |
 |
Stal szybkotnąca standardowa |
 |
Stal szybkotnąca z zawartością kobaltu | ||
| Powłoki na części skrawającej | |||
 |
TiAIN | ||
Informacje techniczne o rozwiertakach
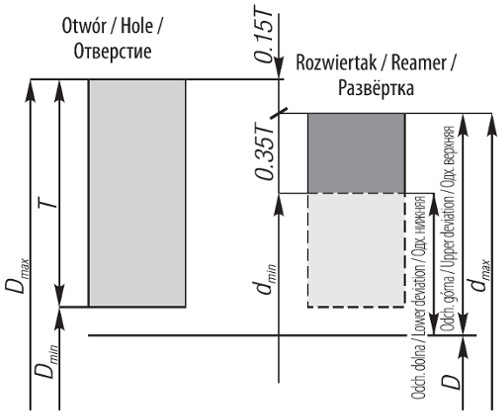
Obliczanie średnicy części skrawającej rozwiertaka:
| Oznaczenia |
 |
|---|---|
| Średnica nominalna otworu | |
| Górny wymiar graniczny otworu | |
| Dolny wymiar graniczny otworu | |
| Tolerancja wykonania otworu | |
| Zapas na rozbicie | |
| Tolerancja wykonania rozwiertaka | |
| Górny wymiar graniczny rozwiertaka | |
| Dolny wymiar graniczny rozwiertaka |
Granica zużycia rozwiertaka
w trakcie eksploatacji następuje wtedy, gdy dmin=Dmin
Sposób obliczania
dmax=Dmax-0.15T dmin=Dmax-0.35T
Wartość 0.15T i o.35T zaokrągla się w górę do 0.001 mm
Parametry skrawania dla rozwiertaków:
| Materiały obrabiane | Ø d | Vc [m/min] | Posuw [mm/obr] | |
|---|---|---|---|---|
| 1.1 | Stale niestopowe | 10÷20 | 8÷12 | 0,18÷0,22 |
| 1.2 | Stale niestopowe i stopowe | 10÷20 | 8÷12 | 0,18÷0,22 |
| 1.3 | Stale stopowe | 10÷20 | 6÷10 | 0,18÷0,22 |
| 1.4 | Stale stopowe | 10÷20 | 6÷10 | 0,18÷0,22 |
| 2.1 | Stale nierdzewne i kwasoodporne | 10÷20 | 6÷10 | 0,18÷0,22 |
| 2.2 | Stale nierdzewne i kwasoodporne z podwyższoną zawartością chromu i niklu | 10÷10 | 6÷10 | 0,18÷0,22 |
| 3.1 | Żeliwo szare | 10÷20 | 8÷15 | 0,18÷0,22 |
| 3.2 | Żeliwo sferoidalne, żeliwo ciągliwe | 10÷20 | 6÷12 | 0,18÷0,22 |
| 5.1 | Aluminium, miedź | 10 10÷20 | 15÷25 20÷30 | 0,18÷0,22 |
| 5.2 | Stopy aluminium, stopy miedzi | 10 10÷20 | 15÷25 20÷30 | 0,18÷0,22 |






































































