Wiertła monolityczne z węglików spiekanych - KENNAMETAL
System oprawek narzędziowych
Podobnie jak w przypadku każdego systemu narzędzi, nie tylko wiertło, ale elementy całego systemu mają wpływ na jakość obrabianego otworu. W celu uzyskania maksymalnej wydajności i dokładności najlepszym wyborem będą następujące systemy oprawek narzędziowych.
| Pierwszy wybór | Drugi wybór | Trzeci wybór | ||||||||||||||||||
oprawki hydrauliczne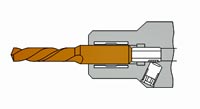 |
oprawki skurczowe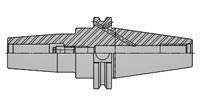 |
wzmocnione oprawki frezarskie z tulejkami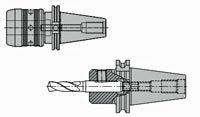 |
||||||||||||||||||
|
Niezalecane
|
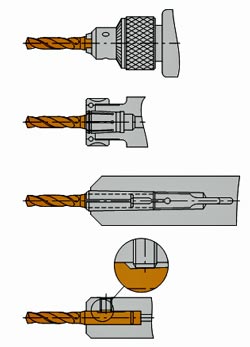
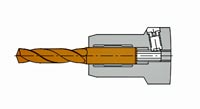
Oprawka zaciskowa
Nie należy korzystać z uchwytów zaciskowych do wiercenia, tulejek zaciskowych i oprawek zaciskowych typu Weldon do wszelkiego rodzaju zastosowań, gdyż nie zapewniają one odpowiedniego przenoszenia oporów skrawania i wystarczającej precyzji współosiowości. Oprawki hydrauliczne zapewniają bezpieczne przeniesienie momentu z doskonałą współosiowością |
Bardzo zalecane
|
||||||||||||||||||
|
Niezalecane
|
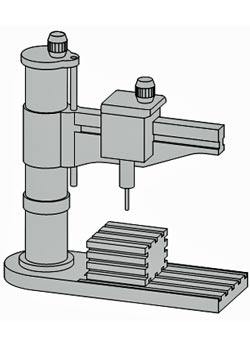
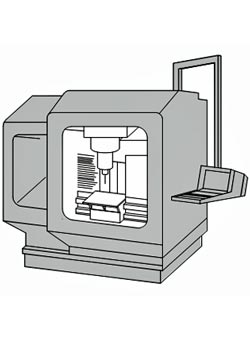
Wiertła monolityczne z węglika Dynapoint do obróbki maszynowej odznaczają się 5 razy większa sztywnością od tradycyjnych wierteł ze stali szybkotnącej . Umożliwia to obróbkę otworów z wąską tolerancją i dokładnością pozycji na poziomie ±0,001. Oznacza to jednak, że wiertła Dynapoint wymagają również zastosowania sztywnych obrabiarek z dobrymi wrzecionami. |
Zalecane sztywne obrabiarki
|
||||||||||||||||||
|
Źle
|
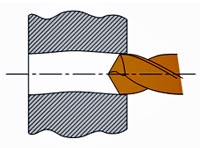
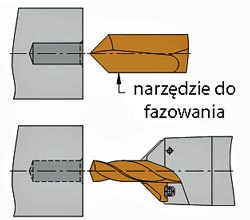
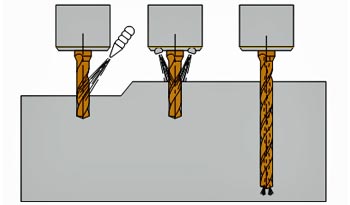
Wiercenie i fazowanie Lity element najpierw przewiercić, a następnie fazować |
Dobrze
SEFAS - rozwiązanie optymalne |
||||||||||||||||||
|
Źle
|
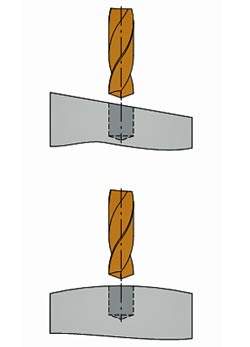
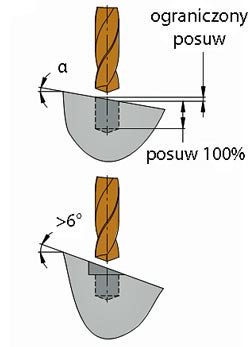
Wiercenie na powierzchniach pochylonych Podczas wiercenia na powierzchniach pochylonych lub zakrzywionych należy stosować niższe wartości posuwu od standardowych. Zmniejszenie wymaganego posuwu jest uzależnione od kąta pochylenia powierzchni przedmiotu obrabianego i typu wiertła (patrz tabela)
|
Dobrze
|
||||||||||||||||||
|
Źle |
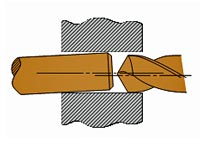
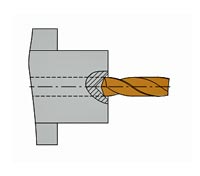
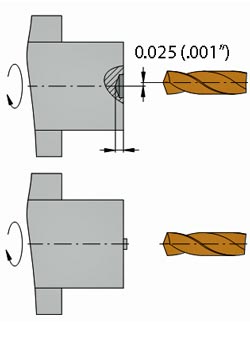
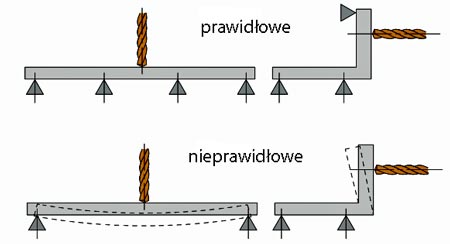
Wiercenie na tokarkach Podczas wiercenia na tokarkach wiertło musi znajdować się w osi elementu obrabianego. Zakres tolerancji pozycji narzędzia nie powinien przekraczać ±0,001 W przypadku tokarek do toczenia prętów nie należy wiercić w końcówkach przedmiotów obrabianych pozostałych po przecinaniu. Narzędzia do przecinania musza być dokładnie zamocowane. |
Głębokość otworu trzykrotnie większa od średnicy
Podczas wykonywania otworów o głębokości trzykrotnie większej od średnicy wiertła konieczne jest zmniejszenie prędkości skrawania o 15 |
Instrukcje dotyczące zastosowania - wiertła monolityczne z węglika
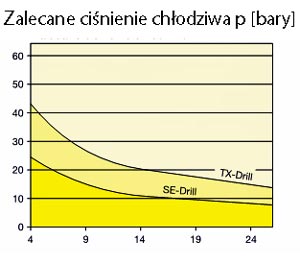
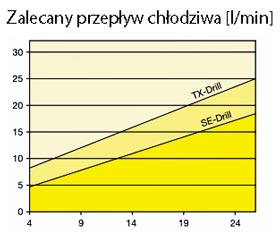
Chłodziwo
Wiertła firmy Kennametal to wysokowydajne narzędzia z węglika spiekanego. W celu zoptymalizowania ich wydajności należy zapewnić odpowiednie chłodzenie tych narzędzi. Właściwy przepływ chłodziwa pozwoli osiągnąć dłuższą trwałość narzędzia i wyższe maksymalne efektywne prędkości skrawania.
W przypadku niewłaściwego chłodzenia wiertło będzie się szybko nagrzewać. Przyczyni się to do zwiększenia średnicy wiertła, co z kolei może doprowadzić do zakleszczenia się wiertła wewnątrz otworu.
Wiertła firmy Kennametal z wewnętrznym doprowadzeniem chłodziwa sprawdzają się przy większych głębokościach wiercenia. Im wyższe ciśnienie chłodziwa, tym lepsze wyniki wiercenia. Trwałość wiertła i jakośc otworu można poprawić po zapewnieniu odpowiedniego przepływu chłodziwa.
Korzystając z wierteł bez wenętrznego doprowadzenia chłodziwa, należy spróbować zapewnić co najmniej jeden srtumień chłodziwa ustawiony możliwie najbardziej równolegle do wiertła.
W przypadku wiercenia płytkich otworów trwałość narzędzia można przedłużyć, korzystając z wierteł bez wewnętrznego doprowadzenia chłodziwa. Narzędzie jest trwalsze i nie następuje nagła zmiana temperatury, którą miałaby wpływ na krawędź skrawającą. Wiertła bez wewnętrznego doprowadzenia chłodziwa są na ogół tańsze.
- należy zapewnić dość dużą ilość chłodziwa podczas wiercenia w stali oraz podczas stosowania wierteł HTS w trakcie obróbki pionowej w celu poprawienia spływu wióra i przedłużenia trwałości narzędzia.
- ważne jest , aby używać chłodziwa o wysokim stężeniu w celu zapewnienia smarowności, która przyczyni się do przedłużenia trwałości narzędzia, poprawienia spływu wióra i uzyskania gładszego wykończenia powierzchni.
- należy zawsze zapewnić chłodziwo pod wysokim ciśnieniem, z wewnętrznym doprowadzeniem lub doprowadzane przez dyszę
- przylegającą i równoległą do narzędzia, w celu wydłużenia trwałości narzędzia i zwiększenia wydajności.
- nie należy stosować dyszy z wieloma rodzajami chłodziwa. Należy stosować dyszę umożliwiają 100-procentowy przepływ w celu zapewnienia spływu wióra z otworu.
 |
 |
Sztywność przedmiotu obrabianego
Z uwagi na fakt, że wiertła monolityczne z węglika odznaczają się znacznie wyższymi parametrów obróbki, ważne jest, aby przedmiot obrabiany miał odpowiednie wsparcie.
| problem | źródło | rozwiązanie |
|
duże zużycie na narożach skrawających |
niewystarczające chłodzenie |
|
| warunki skrawania |
|
|
odpryski na ścianie wiertła 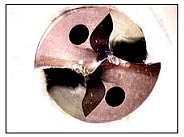 |
oprawka zaciskowa |
|
| warunki skrawania |
|
|
narost na ostrzu 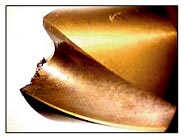 |
niewystarczające chłodzenie |
|
| warunki skrawania |
|
|
odpryski na krawędziach skrawających 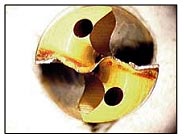 |
oprawka zaickowa |
|
| warunki skrawania wynikające z narostu na ostrzu |
|
|
uszkodzenia termiczne/pęknięcia wielomiejscowe  |
warunki skrawania |
|
|
duże zużycie na narożach skrawających
|
niestabilność przedmiotu obrabianego |
|
| niewystarczające chłodzenie |
|
|
| złe wiertło |
|
|
| warunki skrawania |
|
|
|
zbyt duży otwór |
warunki skrawania |
|
| oprawka zaciskowa |
|
|
| złe wiertło |
|
|
|
zbyt mały otwór
|
niewystarczające chłodzenie |
|
| warunki skrawania |
|
|
| złe wiertło |
|
|
|
otwór nie jest cylindryczny
|
oprawka zaciskowa |
|
| niestabilność przedmiotu obrabianego |
|
|
| złe wiertło |
|
|
| warunki skrawania |
|
|
|
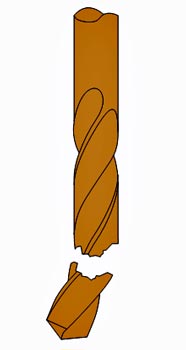
złamanie wiertła
|
oprawka zaciskowa |
|
| niestabilność przedmiotu obrabianego |
|
|
| złe wiertło |
|
|
| niewystarczające chłodzenie |
|
|
| warunki skrawania |
|
|
|
wykruszenie naroży wiertła
|
oprawka zaciskowa |
|
| niestabilność przedmiotu obrabianego |
|
|
| złe wiertło |
|
|
| niewystarczające chłodzenie |
|
|
| warunki skrawania |
|