Narzędzia ścierne - ANDRE
SYSTEM OZNACZANIA NARZĘDZI ŚCIERNYCH
| Oznaczenie narzędzia ściernego zgodnie z normą ISO 525 składa się z następujących grup symboli cyfrowo-literowych | |||
| I grupa | II grupa | III grupa | |
|---|---|---|---|
| typ + zarys | wymiary | charakterystyka techniczna | dopuszczalna prędkość robocza (dla ściernic) |
| Ponadto na ściernicach, segmentach i osełkach ściernych mogą znajdować się różne informacje dodatkowe w formie napisów albo znaków graficznych, np.: barwne pasy według kodu barw prędkości, znaki bezpieczeństwa i/lub numery certyfikatów, piktogramy, symbole ochron osobistych, ograniczenia w zastosowaniu, napisy określające zastosowanie, np. ”STONE”, ”INOX”, ”ALUMINIUM”, itp., symbol orientacji niewyważenia statycznego ściernicy albo kierunek montażu na wrzecionie. | |||
I GRUPA - TYP + ZARYS / WYMIARY
Typy:
Dla każdego typu narzędzia podaje się odpowiednie charakterystyczne wymiary oznaczone na poniższych rysunkach
| Typ | Narzędzie | Schemat | Oznaczenie wymiarów |
|---|---|---|---|
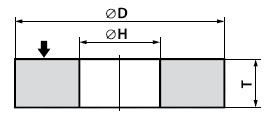
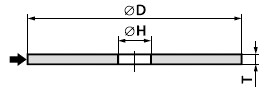
| Typ 1 | Ściernica płaska |
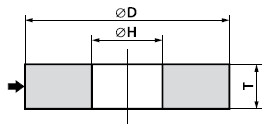 |
1 zarys - D × T × H |
| Typ 101 |
Ściernica do obłuskiwaczy ziarna EKONOS |
 |
101 - D x T x H |
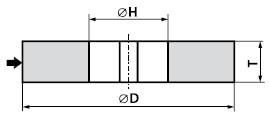
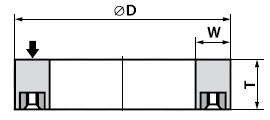
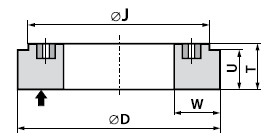
| Typ 2 | Ściernica pierścieniowa |
 |
2 - D × T - W… |
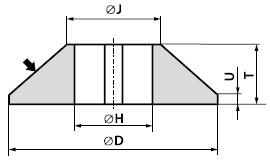
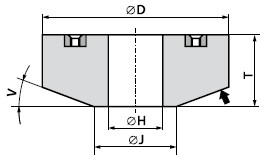
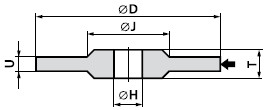
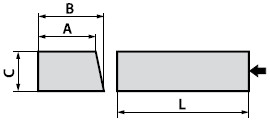
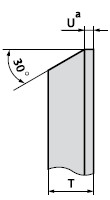
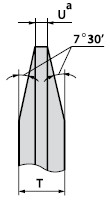
| Typ 3 | Ściernica jednostronnie ścięta |
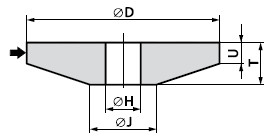 |
3 - D / J × T / U × H |
| Typ 301 | Ściernica do obłuskiwaczy ziarna EKONOS |
 |
301 - D / J x T / U x H |
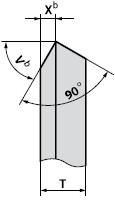
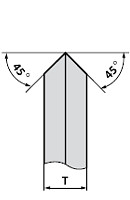
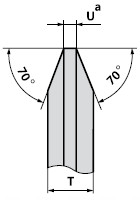
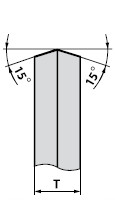
| Typ 4 | Ściernica dwustronnie ścięta |
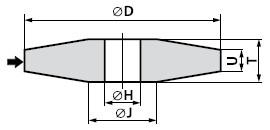 |
4 - D / J × T / U × H |
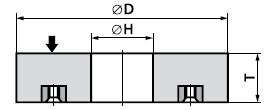
| Typ 5 | Ściernica z jednostronnym wybraniem walcowym |
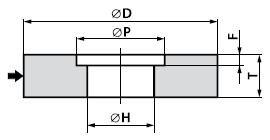 |
5 zarys - D × T × H - P…F… |
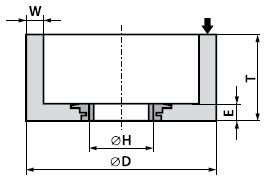
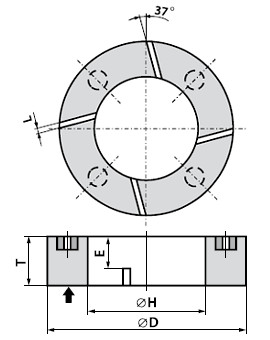
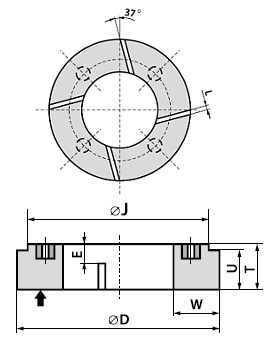
| Typ 6 | Ściernica garnkowa walcowa |
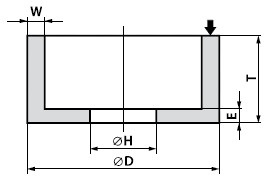 |
6 - D × T × H - W…E… |
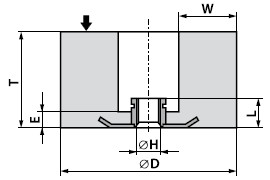
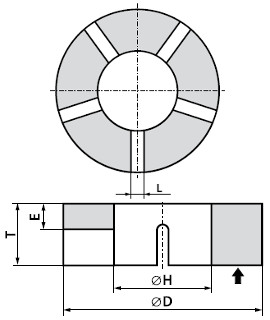
| Typ 6001 | Ściernica garnkowa walcowa z wkładką gwintową |
 |
6001 - D × T × H - W…E… |
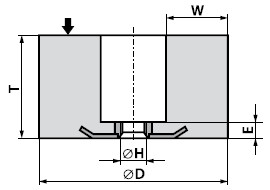
| Typ 6002 | Ściernica garnkowa walcowa z wkładką gwintową |
 |
6002 - D × T × H / L - W...E… |
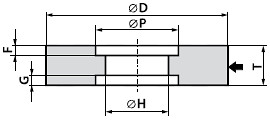
| Typ 6003 | Ściernica garnkowa walcowa z wkładką gwintową |
 |
6003 - D × T × H - W…E… |
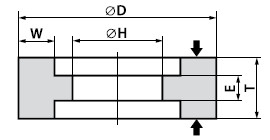
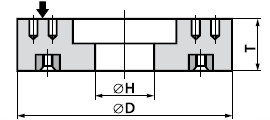
| Typ 7 | Ściernica z dwustronnym wybraniem walcowym |
 |
7 zarys - D × T × H - P…F…G… |
| Typ 9 | Ściernica garnkowa z dwustronnym wybraniem walcowym |
 |
9 - D × T × H - W…E… |
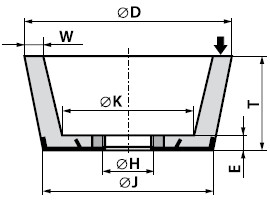
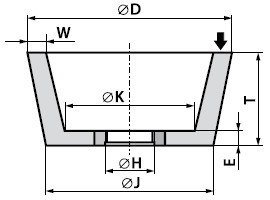
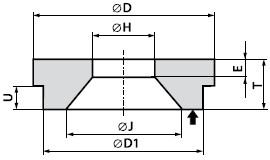
| Typ 11 | Ściernica garnkowa stożkowa |
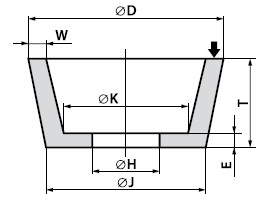 |
11 - D / J × T × H - W…E…K… |
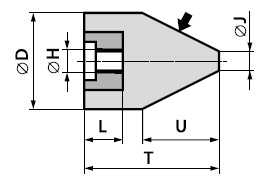
| Typ 1102 | Ściernica garnkowa stożkowa z uchwytem szybkomocującym |
 |
1102 - D / J × T × H - W…K… |
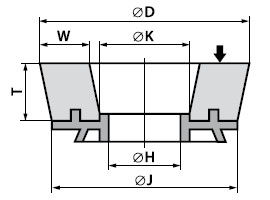
| Typ 1112 | Ściernica garnkowa stożkowa z wkładką gwintową |
 |
1112 - D / J × T × H - W…E…K… |
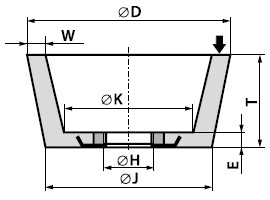
| Typ 1113 | Ściernica garnkowa stożkowa z wkładką gwintową |
 |
1113 - D / J × T × H - W…E…K… |
| Typ 1114 | Ściernica garnkowa stożkowa z wkładką gwintową |
 |
1114 - D / J × T × H - W…E…K… |
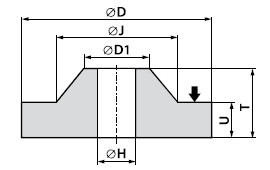
| Typ 12 | Ściernica talerzowa |
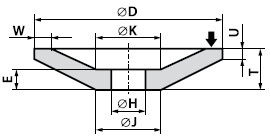 |
12 - D / J × T / U × H - W…E…K… |
| Typ 13 | Ściernica talerzowa zaokrąglona |
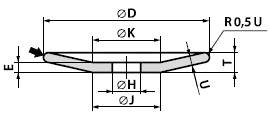 |
13 - D / J × T / U × H - E…K… |
| Typ 16 | Ściernica stożkowa zaokrąglona z wkładką gwintową |
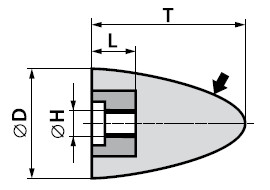 |
16 - D × T - H × L |
| Typ 17 | Ściernica stożkowa ścięta z wkładką gwintową |
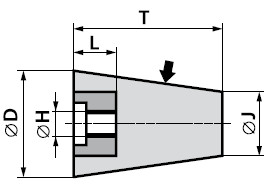 |
17 - D / J × T - H × L |
| Typ 18 | Ściernica walcowa z wkładką gwintową |
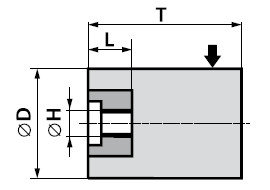 |
18 - D × T - H × L |
| Typ 18R | Ściernica walcowa zaokrąglona z wkładką gwintową |
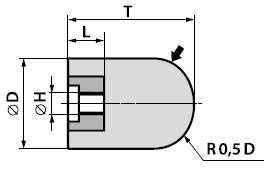 |
18R - D × T - H × L |
| Typ 1801 | Ściernica walcowa ze sferyczną częścią roboczą |
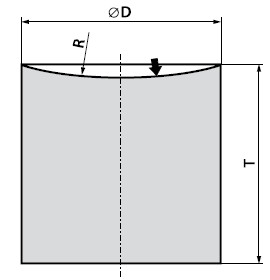 |
1801 - D × T - R… |
| Typ 19 | Ściernica walcowo - stożkowa z wkładką gwintową |
 |
19 - D / J × T / U - H × L |
| Typ 20 | Ściernica z jednostronnym wybraniem stożkowym |
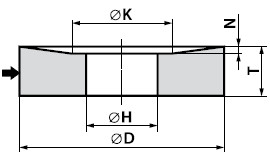 |
20 - D / K × T / N × H |
| Typ 2001 | Ściernica o specjalnym kształcie do młynków pulpy warzywnej |
 |
2001 - D / J × T × H - V - nr rysunku |
| Typ 21 | Ściernica z dwustronnym wybraniem stożkowym |
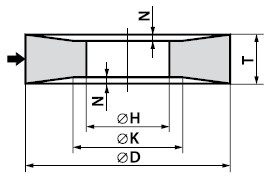 |
21 - D / K × T / N × H |
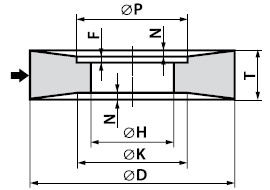
| Typ 22 | Ściernica z wybraniem stożkowym i walcowym z drugiej strony |
 |
22 - D / K × T / N × H - P… F… |
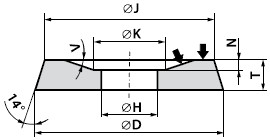
| Typ 23 | Ściernica z jednostronnym wybraniem stożkowo - walcowym |
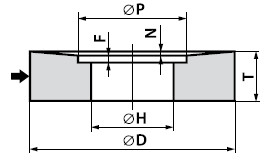 |
23 - D × T / N × H - P…F… |
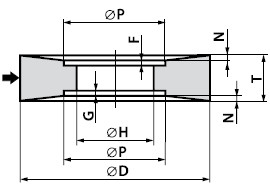
| Typ 24 | Ściernica z wybraniem stożkowo - walcowym i walcowym z drugiej strony |
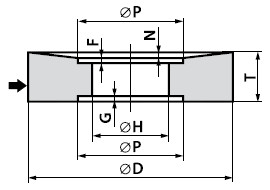 |
24 - D × T / N × H - P…F…G… |
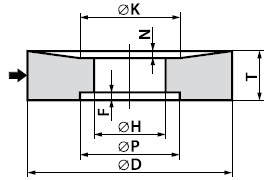
| Typ 25 | Ściernica z wybraniem stożkowo - walcowym i stożkowym z drugiej strony |
 |
25 - D / K × T / N × H - P…F… |
| Typ 26 | Ściernica z dwustronnym wybraniem stożkowo - walcowym |
 |
26 - D × T / N × H - P… F…G… |
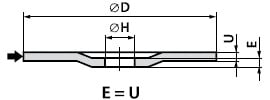
| Typ 27 | Ściernica z obniżonym środkiem do szlifowania |
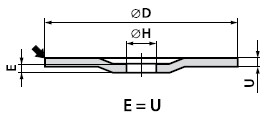 |
27 - D × U × H |
| Typ 35 | Ściernica tarczowa |
 |
35 - D × T × H |
| Typ 3501 | Ściernica tarczowa z nacięciami |
 |
3501 - D × T / E × H - L…n… n - ilość nacięć |
| Typ 3502 | Ściernica tarczowa z uchwytem szybkomocującym |
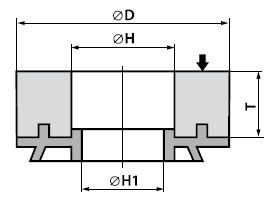 |
3502 - D × T × H / H1 |
| Typ 3503 | Ściernica tarczowa stożkowa z uchwytem szybkomocującym |
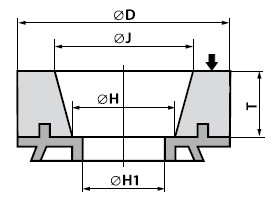 |
3503 - D / J × T × H / H1 |
| Typ 3504 | Ściernica tarczowa z nacięciami jednostronnie odsadzona |
 |
3504 - D / J × T / U / E × H - L…n… n - ilość nacięć |
| Typ 36 | Ściernica tarczowa z wkładkami gwintowymi |
 |
36 - D × T × H - nr rysunku |
| Typ 3601 | Ściernica tarczowa z wkładkami gwintowymi i perforacją |
 |
3601 - D × T × H - nr rysunku |
| Typ 3603 | Ściernica tarczowa z wkładkami gwintowymi odsadzona i wybraniem walcowym od strony mocującej |
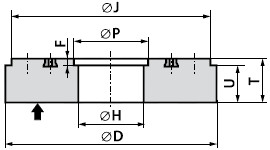 |
3603 - D × T × H - nr rysunku |
| Typ 3610 | Ściernica tarczowa z wkładkami gwintowymi i nacięciami |
 |
3610 - D × T × H - nr rysunku |
| Typ 3611 | Ściernica tarczowa z wkładkami gwintowymi jednostronnie ścięta |
 |
3611 - D × T × H - nr rysunku |
| Typ 3612 | Ściernica tarczowa z wkładkami gwintowymi i wybraniem walcowym od strony roboczej |
 |
3612 - D × T × H - nr rysunku |
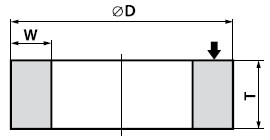
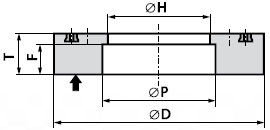
| Typ 37 | Ściernica pierścieniowa z wkładkami gwintowymi |
 |
37 - D × T - W… - nr rysunku |
| Typ 3701 | Ściernica pierścieniowa z wkładkami gwintowymi odsadzeniem i nacięciami |
 |
3701 - D × T - W… - nr rysunku |
| Typ 3703 | Ściernica pierścieniowa z wkładkami gwintowymi i odsadzeniem |
 |
3703 - D × T - W… - nr rysunku |
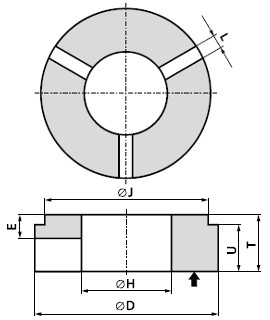
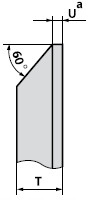
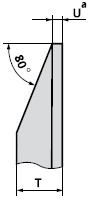
| Typ 38 | Ściernica odsadzona |
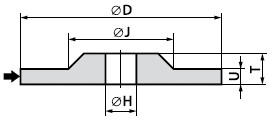 |
38 zarys - D / J × T / U × H |
| Typ 3801 | Ściernica o specjalnym kształcie do młynków pulpy warzywnej |
 |
3801 - D / J × T / U × H - nr rysunku |
| Typ 3802 | Ściernica o specjalnym kształcie do młynków pulpy warzywnej |
 |
3802 - D / J × T / U × H - nr rysunku |
| Typ 39 | Ściernica dwustronnie odsadzona |
 |
39 zarys - D / J × T / U × H |
| Typ 41 | Ściernica płaska do przecinania |
 |
41 - D × T × H |
| Typ 42 | Ściernica z obniżonym środkiem do przecinania |
 |
42 - D × U × H |
| Typ 5201 | Ściernica trzpieniowa płaska ze stożkowym wzmocnieniem |
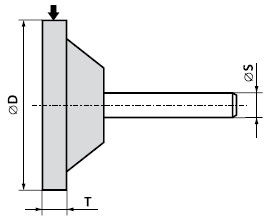 |
5201 - D × T × S |
| Typ 5210 | Ściernica trzpieniowa walcowa |
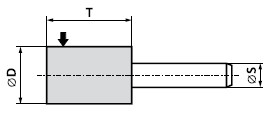 |
5210 - D × T × S |
| Typ 5211 | Ściernica trzpieniowa walcowo - stożkowa |
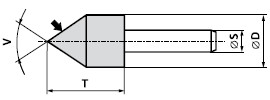 |
5211 - D × T × S - V |
| Typ 5213 | Ściernica trzpieniowa walcowa zaokrąglona |
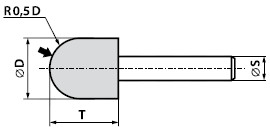 |
5213 - D × T × S |
| Typ 5220 | Ściernica trzpieniowa stożkowa zaokrąglona |
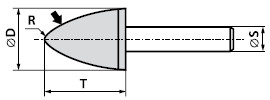 |
5220 - D × T × S - R… |
| Typ 5230 | Ściernica trzpieniowa kulista |
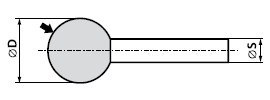 |
5230 - D × S |
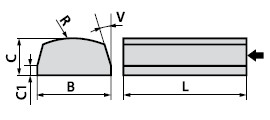
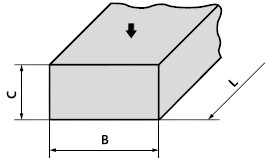
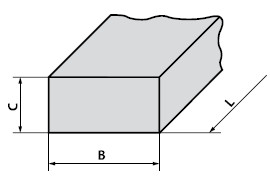
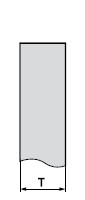
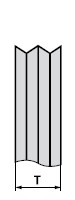
| Typ 3101 | Segment prostokątny |
 |
3101 - B × C × L |
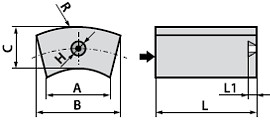
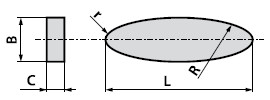
| Typ 3103 | Segment trapezowo - pierścieniowy |
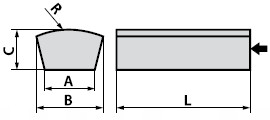 |
3103 - B / A × C × L - R… |
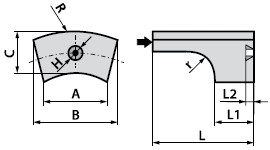
| Typ 3104 | Segment pierścieniowy |
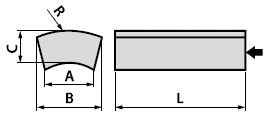 |
3104 - B / A × C × L - R… |
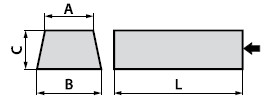
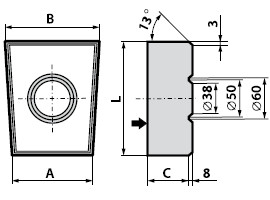
| Typ 3108 | Segment prostokątno - trapezowy |
 |
3108 - B / A × C × L |
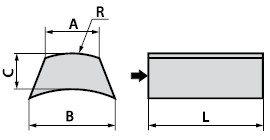
| Typ 3109 | Segment trapezowy |
 |
3109 - B / A × C × L |
| Typ 3110 | Segment nerkowy |
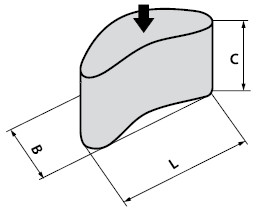 |
3110 - B × C × L |
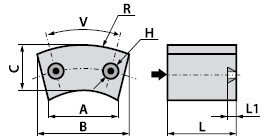
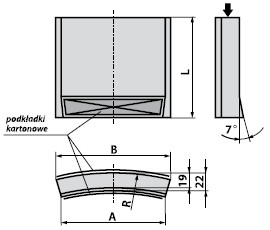
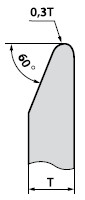
| Typ 3113 | Segment trapezowo - pierścieniowy profilowany |
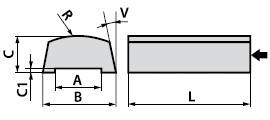 |
3113 - B / A × C / C1 × L - R…V… |
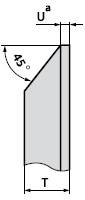
| Typ 3114 | Segment prostokątno - pierścieniowy ścięty |
 |
3114 - B × C / C1 × L - R…V… |
| Typ 3115 | Segment pierścieniowy pełny DISCUS |
 |
3115 - B / A × C × L - R… |
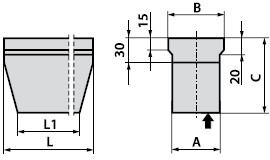
| Typ 3116 | Segment pierścieniowy pełny DISCUS z wkładką gwintową |
 |
3116 - B / A × C × L - R… - H / L1 |
| Typ 3117 | Segment pierścieniowy niepełny DISCUS z wkładką gwintową |
 |
3117 - B / A × C × L / L1 - R…r… - H / L2 |
| Typ 3118 | Segment profilowany DISCUS |
 |
3118 - B / A × C × L |
| Typ 3119 | Segment pierścieniowy z dwoma wkładkami gwintowymi |
 |
3119 - B / A × C × L - R… - H / L1 / V |
| Typ 3120 | Segment profilowany do szlifowania szyn |
 |
3120 - B / A × C × L / L1 |
| Typ 3121 | Segment prostokątny z dwoma wkładkami gwintowymi |
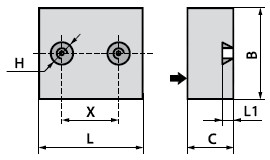 |
3121 - B × C × L - H / X / L1 |
| Typ 3122 | Segment trapezowo - pierścieniowy |
 |
3122 - B / A × C × L - R… |
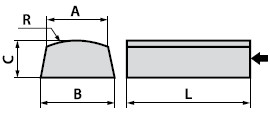
| Typ 3123 | Segment pierścieniowy ścięty |
 |
3123 - B / A × L - R… |
| Typ 3124 | Segment pierścieniowy odwrotny |
 |
3124 - B / A × C × L - R… |
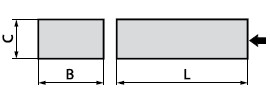
| Typ 5410 | Osełka prostokątna |
 |
5410 - B x C x L |
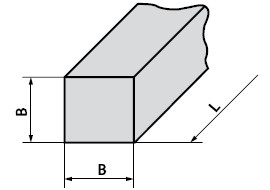
| Typ 5411 | Osełka kwadratowa |
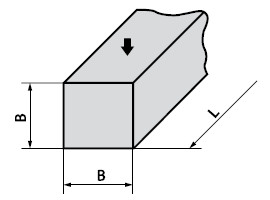 |
5411 - B x L |
| Typ 9010 | Osełka prostokątna |
 |
9010 - B x C x L |
| Typ 9011 | Osełka kwadratowa |
 |
9011 - B x L |
| Typ 9020 | Osełka prostokątna - warstwowa |
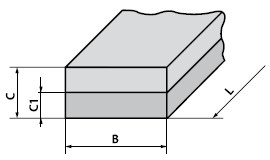 |
9020 - B x C / C1 x L |
| Typ 9030 | Osełka okrągła |
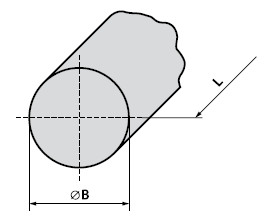 |
9030 - B x L |
| Typ 9050 | Osełka owalna |
 |
9050 - B x C x L - R...r... |
Zarysy:
| Zarys | A | B | C | D | E |
|---|---|---|---|---|---|
| Schemat |
 |
 |
 |
 |
 |
| Zarys | F | G | H | I | J |
| Schemat |
 |
 |
 |
 |
 |
| Zarys | K | L | M | N | P |
| Schemat |
 |
 |
 |
 |
 |
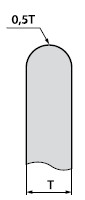
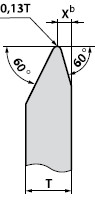
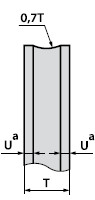
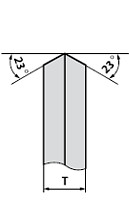
| Zarys | Q | R | S | T | U |
| Schemat |
 |
 |
 |
 |
 |
| Zarys | W | X |
a) U = 3,2 [mm] jeśli w zamówieniu nie podano inaczej
b) Wartości V i X zgodnie z zamówieniem Zarys X - nieznormalizowany, możliwy do wykonania na podstawie rysunku dostarczonego przez klienta |
||
| Schemat |
 |
 |
|||
II GRUPA - CHARAKTERYSTYKA
| Cecha | 1. Materiał ścierny | 2. Numer ziarna | 3. Stopień twardości narzędzia | 4. Numer struktury | 5. Spoiwo |
|---|---|---|---|---|---|
| Przykład | 95A | 80 | R | 5 | BF |
1. Materiał ścierny:
| Gatunek | Rodzaj |
|---|---|
| Elektrokorund zwykły | 95A |
| Elektrokorund szlachenty | 99A |
| Elektrokorund półszlachetny | 97A |
| Elektrokorund chromowy | CrA |
| Elektrokorund cyrkonowy | ZrA |
| Monokorund | M |
| Elektrokorund mikrokrystaliczny | X |
| Mieszaniny elektrokorundów | 50A do 98A |
| Węglik krzemu zielony | 99C |
| Węglik krzemu czarny | 98C |
| Mieszaniny węglików krzemu | 50C |
| Mieszaniny elektrokorundów i węglika krzemu | 50AC do 55AC |
2. Numer ziarna materiału ściernego:
| Makroziarna | Mikroziarna | ||
|---|---|---|---|
| Grube | Średnie | Drobne | Bardzo drobne |
| 4 | 30 | 70 | 230 |
| 5 | 36 | 80 | 240 |
| 6 | 40 | 90 | 280 |
| 7 | 46 | 100 | 321 |
| 8 | 54 | 120 | ... |
| 10 | 60 | 150 | |
| 12 | 180 | ||
| 14 | 220 | ||
| 16 | |||
| 20 | |||
| 22 | |||
| 24 | |||
3. Stopień twardości narzędzia ściernego
| Stopień twardości | |
|---|---|
| E F G | Bardzo miękkie |
| H I J K | Miękkie |
| L M N O | Średnie |
| P Q R S | Twarde |
| T U V W X Y Z | Bardzo twarde |
4. Numer struktury:
Może być pominięty z oznaczeniu.
| Zwarta | Średnia | Otwarta | Porowata |
|---|---|---|---|
| 2 | 5 | 9 | 8 |
| 3 | 6 | - | 12 |
| 4 | 7 | - | - |
| - | 8 | - | - |
5. Spoiwo:
| Rodzaj | Gatunek (symbol własny producenta) |
|---|---|
| V - spoiwo ceramiczne | VE01, VE01P, VC01, VC01P, VTE10;14;16, VTE10P, VTC10;12, VTC10P |
| B - spoiwo żywiczne | B51, B51F, B305, B374 |
| BF -spoiwo żywiczne wzmocnione mechanicznie |
GRUPA III - DOPUSZCZALNA PRĘDKOŚĆ ROBOCZA (DLA ŚCIERNIC)
| Ściernice ze spowiem ceramicznym "V" | Ściernice ze spowiem żywicznym "B" i "BF" | |
|---|---|---|
| Prędkości konwencjonalne | v ≤ 25, 32, 35 (40, 45) [m/s] | v ≤ 35, 40, 50 [m/s] |
| Prędkości podwyższone | v ≤ 40, 50 [m/s] | v ≤ 63 [m/s] |
| Prędkości wysokie | v ≤ 63, 80 [m/s] | v ≤ 80, 100 [m/s] |
MATERIAŁY ŚCIERNE
| Elektrokorundy (korundy syntetyczne) - αAl2O3 | ||
|---|---|---|
| Elektrokorund w różnych odmianach jest najczęściej stosowanym ścierniwem. Wytapiany jest w piecach elektrycznych w temp. powyżej 2000° C z boksytu, względnie tlenku glinu. | ||
| 95A - Elektrokorund zwykły (brązowy) | Otrzymywany jest z boksytu. Zawiera 95% Al2O3, ~ 3% tlenku tytanu (TiO2) oraz ~1-2% innych domieszek. Jest najbardziej wytrzymałym elektrokorundem charakteryzującym się wysoką ciągliwością. Stosowany do przecinania i zgrubnego szlifowania niskostopowych stali, stali nierdzewnych, żeliwa, szczególnie przy dużych naddatkach zbieranego materiału. |
 |
| 97A - Elektrokorund półszlachetny (szary) | Otrzymywany jest z kalcynowanego boksytu oraz dodatku w postaci tlenku glinu. Zawiera 97% Al2O3. Charakteryzuje się średnią twardością i wytrzymałością. Stosowany jest do szlifowania precyzyjnego i do szlifowania narzędzi. |
 |
| 99A - Elektrokorund szlachetny (biały) | Otrzymywany jest z czystego tlenku glinu. Jest najczystszym elektrokorundem zawierającym powyżej 99% Al2O3. Charakteryzuje się dużą twardością i kruchością. Stosowany do szlifowania precyzyjnego, np.: szlifowania płaszczyzn, szlifowania cylindrycznego, ostrzenia narzędzi skrawających. |
 |
| CrA - Elektrokorund chromowy (różowy) | Otrzymywany jest z tlenku glinu z dodatkiem tlenku chromu w ilości do kilku procent. Charakteryzuje się dużą twardością i wytrzymałością, większą od elektrokorundu szlachetnego. Stosowany do precyzyjnego szlifowania stali wysokostopowych, do ostrzenia narzędzi skrawających. |
 |
| M - Monokorund (szary) | Otrzymywany z boksytu metodą redukcyjną. Zawiera ponad 99% Al2O3. Charakteryzuje się wysoką mikrotwardością i wytrzymałością mechaniczną. Posiada wyjątkową zdolność do samoostrzenia. Stosowany do szlifowania wysokostopowych stali szybkotnących i do ostrzenia narzędzi. Szczególnie nadaje się do szlifowania profili złożonych. |
 |
| ZrA - Elektrokorund cyrkonowy | Otrzymywany jest z tlenku glinu lub boksytu z dodatkiem tlenku cyrkonu. Charakteryzuje się najwyższą wśród elektrokorundów ciągliwością i wytrzymałością mechaniczną. Stosowany do wysokowydajnego szlifowania żeliwa, do szlifowania półfabrykatów stalowych z dużymi naciskami. |
 |
| Węglik krzemu (nazywany też karborundem) - SiC | ||
|
Otrzymywany w piecach oporowych w procesie syntezy wysokiej czystości piasku kwarcowego oraz koksu naftowego. Drugi, po diamencie , pod względem twardości. |
||
| 99C - Węglik krzemu zielony | Wysokiej czystości węglik krzemu jest barwy zielonej i zawiera minimalnie 99% SiC. Stosowany do szlifowania węglików spiekanych, ceramiki, kamieni, do ostrzenia narzędzi skrawających z ostrzami z węglików spiekanych. |
 |
| 98C - Węglik krzemu czarny | Zawiera 98% SiC i więcej domieszek. Stosowany podobnie jak 99C do szlifowania węglików spiekanych, materiałów ceramicznych, betonu, kamienia, do zgrubnego szlifowania odlewów z twardego i kruchego żeliwa białego oraz do przecinania betonu, kamienia, żeliwa białego. |
 |
Wymiary ziarna wg standardu FEPA 42-D-1984 i PN/M-59107:
| Makroziarna | Mikroziarna | ||||
|---|---|---|---|---|---|
| Oznaczenie FEPA | Średnie wymiary ziarna [mm] | Oznaczenie FEPA | Średnie wymiary ziarna [mm] | Oznaczenie FEPA | Średnie wymiary ziarna [mm] |
| F4 | 5,600 - 4,750 | F30 | 0,600 - 0,500 | F230 | 56,0 - 50,0 |
| F5 | 4,750 - 4,000 | F40 | 0,500 - 0,425 | F240 | 46,5 - 42,5 |
| F6 | 4,000 - 3,350 | F46 | 0,425 - 0,355 | F280 | 38,5 - 35,0 |
| F7 | 3,350 - 2,800 | F54 | 0,355 - 0,300 | F320 | 30,7 - 27,7 |
| F8 | 2,800 - 2,360 | F60 | 0,300 - 0,250 | F360 | 24,3 - 21,3 |
| F10 | 2,360 - 2,000 | F70 | 0,250 - 0,212 | F400 | 18,3 - 16,3 |
| F12 | 2,000 - 1,700 | F80 | 0,212 - 0,180 | F500 | 13,8 - 11,8 |
| F14 | 1,700 - 1,400 | F90 | 0,180 - 0,150 | F600 | 10,3 - 8,3 |
| F16 | 1,400 - 1,180 | F100 | 0,150 - 0,125 | F800 | 7,5 - 5,5 |
| F20 | 1,180 - 1,000 | F120 | 0,125 - 0,106 | F1000 | 5,3 - 3,7 |
| F22 | 1,000 - 0,850 | F150 | 0,106 - 0,075 | F1200 | 3,5 - 2,5 |
| F24 | 0,850 - 0,710 | F180 | 0,090 - 0,063 | ||
| F30 | 0,710 - 0,600 | F220 | 0,075 - 0,053 | ||
DODATKOWE SYMBOLE I OZNACZENIA
 |
Używać ochrony słuchu | |
 |
Używać ochrony wzroku i twarzy | |
 |
Używać ochrony dróg oddechowych | |
 |
Używać rękawic ochronnych i antywibracyjnych | |
 |
Przestrzegać instrukcji stanowiskowych i przepisów bezpieczeństwa | |
 |
Zastosowanie: szlifowanie czołowe (boczne) | |
 |
Ograniczenie w zastosowaniu: niedozwolone szlifowanie czołowe (boczne) | |
| Barwny pas - dodatkowa wizualna informacja o maksymalnej dopuszczalnej prędkości roboczej ściernicy według kodu barw (wyciąg z EN 12413). | ||
|---|---|---|
| Maksymalna obwodowa prędkość robocza [ms-1] | Liczba pasów i barwa/kolor | |
| 50 | 1 x niebieski | |
| 63 | 1 x żółty | |
| 80 | 1 x czerowy | |
| 100 | 1 x zielony | |













































































































